

30% less manufacturing scrap annually through data-driven problem solving

Florian Zobel
Florian Zobel
|
08.07.2022
08.07.2022
|
Case study
Case study
|
3
3
Minutes read
Minutes read
Key Takeaways
Complex manufacturing processes are influenced by a multitude of parameters
Causes of disruptions and scrap are often only indirectly recognizable in process data
It is usually not known from the outset which process parameters are related to a problem
This leads to requirements for modern process analysis tools:
Recording and preparation of large amounts of historical process data
Flexible data visualization, adaptable for a variety of possible use cases
Provision of suitable tools for effective data analysis
With the functions of the ENLYZE platform, one of our customers was able to reduce scrap for one of their product groups by 30%
About the Customer
In this case study, we present how one of our customers was able to reduce scrap for a product group by 30% with the help of the ENLYZE platform and a data-driven approach, thus saving significant costs annually for a facility that was digitized by ENLYZE.
The company from North Rhine-Westphalia, with which we have been working for about a year and a half, is a manufacturer of single- and double-sided adhesive tape solutions that are used worldwide by customers in various industries, such as medical technology, automotive, and construction.
If you are interested in exchanging experiences with our customer, we would be happy to establish contact with the company for you.
Compact Overview: Manufacturing of Adhesive Tape
The production of adhesive tape is simplified into the following steps: First, a double-sided silicone-coated liner is unwound from a roll and coated with a liquid adhesive. Then the adhesive is dried, and the resulting adhesive film is wound onto another roll. To prevent the individual layers of the adhesive tape from sticking together when winding at the end of the manufacturing process, the silicone-coated liner is treated with silicone of different release forces, so that the adhesive always adheres more strongly on the side with the higher release force.
In the manufacturing line, the adhesive tape runs over various rollers. If the speeds between these vary (known as overdriving), it leads to slippage between the rollers and the adhesive tape. Such overdriving cannot be completely avoided due to process conditions and is not problematic for the quality of the product as long as it remains in the low single-digit percentage range.
Normally, the so-called master roller is where the highest friction occurs between the manufacturing line and the adhesive tape. The speed of the master roller thus defines the manufacturing speed.

The speed of the structured master roller normally defines the speed of the entire manufacturing process
Problem Description
During the production of thin transfer films at one of our customer’s facilities, a recurring problem occurred. When winding the adhesive tape after coating, there were instances of what is known as partial 'rewinding'. This involves unwanted detachment of the adhesive tape from the liner material, resulting in damage to the adhesive tape. The recurring occurrence of this production error led to a manufacturing scrap of about 11,000 meters per year. Furthermore, the adhesive film, when partially rewound, partially remains on the backside of the liner, contaminating the winding machine, leading to downtimes and requiring extensive cleaning.

Adhesive tape without (left) and with partial rewinding (right)
As a cause for the partial rewinding, our customer was able to exclude a variety of error sources through extensive investigations, such as errors in the silicone coating of the used liners or irregularities in the drying of the adhesive. Changes to the web tension also did not bring about a lasting improvement.
Why the Problem Could Not Be Solved Without ENLYZE
The manufacturing of adhesive tape is a complex production process influenced by a large number of different parameters. The complexity arises not only from the number of process parameters but also from the fact that the parameters partially interact with each other.
When disruptions occur in such a process, the underlying problem causes are often only indirectly recognizable in the process parameters. Identifying the causes is further complicated by the fact that it is usually not known from the outset which parameters are related to the observed problem.
To identify the cause of the partial rewinding problem in the manufacturing at our customer’s facility, it was necessary to examine as many measured values and parameters of the manufacturing process as possible. The PLC of the facility (built in 2005), which was digitized by ENLYZE and our Edge Device ('ENLYZE Spark'), continuously processes about 400 actual and set values from various measured variables. These parameters thus represented the base set of possible answers to the cause.
The problem was that the PLC with the connected operating terminal did not provide suitable tools to efficiently investigate such large amounts of data. Although there is a user interface on the operating terminal to access stored process data, neither deeper analyses are possible nor does the interface provide the user with a way to export stored data for evaluation with other programs.
Due to the lack of analysis tools and the limited availability of process data, the adhesive tape manufacturer could not solve the manufacturing problem without ENLYZE's process data analysis. Only the process understanding of the experts at our customer's side, combined with ENLYZE's tools, led to the desired result.
How Could the Problem Be Solved with ENLYZE?
Since the integration of ENLYZE into the facility, all set and actual values of the machine control are processed and made available in the web-based ENLYZE app for targeted analyses.
When the above-described error pattern during the winding of a batch from earlier production was observed again, the development manager used the analysis dashboard in the ENLYZE app to investigate whether there were any anomalies in the measured values from the control during the manufacturing period of the defective batch.
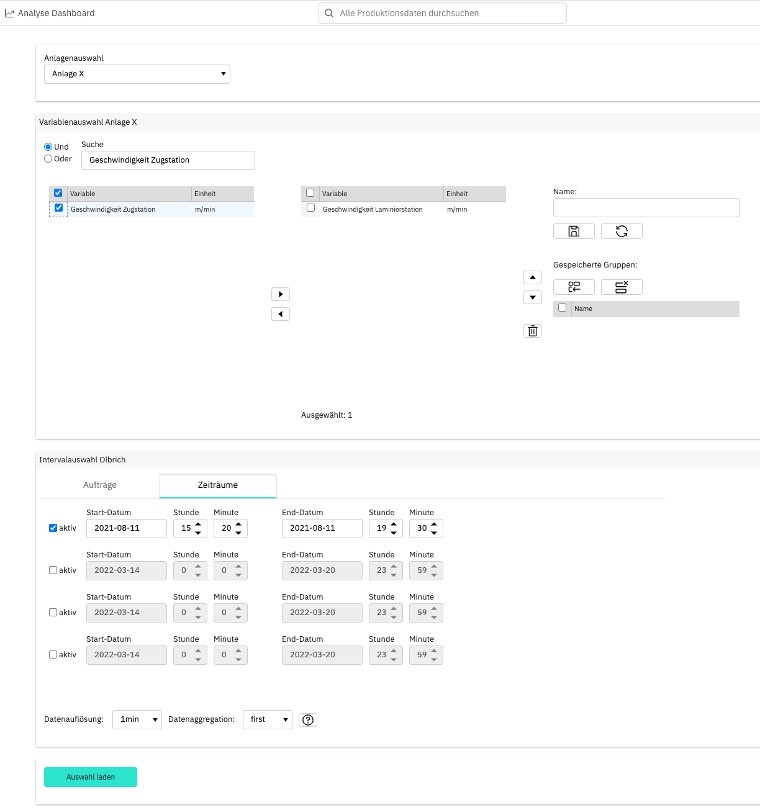
Data selection in the analysis dashboard of the ENLYZE app: The manufacturing period of the batch is either directly entered or determined via the booked manufacturing order number
In a direct comparison of some of the numerous roller speeds, the development manager noticed that there was a discrepancy of about 20% during manufacturing between the actual speeds of the laminating station (11 m/min, corresponding to the set value) and the pulling station (13.6 m/min), which was significantly more than would normally be expected.
Since simultaneously displaying 400 available set and actual values on the operating terminal of a PLC would be virtually unfeasible, the display there usually focuses on a few process variables. For this reason, these two roller speeds could not be displayed on the terminal, making it impossible to discover the speed difference without ENLYZE.

The analysis dashboard of the ENLYZE app allows for direct comparison of measured values and parameters from one or more manufacturing orders over the respective order duration
Discovering this significant deviation was the starting point for carrying out manual speed measurements on the individual rollers of the manufacturing facility. It turned out that the actual speed of the master roller was significantly above its set value.
The cause of the increased speed was insufficient friction between the master roller and the adhesive tape. To maintain the regulated tension despite the reduced friction at the set value, the control increased the speed of the master roller. Simultaneously, the facility regulates the line speed at the winding section based on the tension at the master roller. This simultaneous regulation of two process variables and the low friction at the master roller inevitably led to an unacceptably large speed difference between the rollers.
The resulting slippage caused significant wear to the silicone layer of the liner due to the structured master roller. This damage, in turn, led to increased adhesion between the back of the liner and the adhesive surface during the winding process of the adhesive tape, which ultimately caused the characteristic pattern of partial rewinding.
Once slippage was identified as the cause of the problem, it could be eliminated by activating a vacuum on the master roller. This now ensures higher contact pressure and thus higher friction.
What Savings Were Achieved by Solving the Problem?
Since the vacuum was activated on the master roller, the error pattern of partial rewinding in the production of thin transfer tapes has not occurred again. Consequently, with the help of the ENLYZE platform, our customer was able to save all costs associated with the error pattern that would have continued to arise without addressing the cause.
The material costs saved alone amount to about 11,000 euros annually since the implementation of this measure. The total cost savings are significantly higher, as operating costs of the facility, personnel, and lost contribution margins during scrap production also add up.
Conclusion
The application case of adhesive tape manufacturing has demonstrated that digitization holds enormous potential for cost reduction in manufacturing processes. However, this potential can only be fully exploited if the large amounts of data generated in the processes are managed.
The ENLYZE platform enables this by systematically recording and preparing all process data, and providing suitable analysis tools for gaining insights from process data. Through compatibility with many different data sources, ENLYZE can also be integrated into older facilities and consolidate various subcomponents of plants.
Of course, the problem of partial rewinding in the manufacturing of adhesive tape at our customer could not be solved merely by making process data and analysis tools available – they had to be used purposefully. Ultimately, the application case has also shown that digitizing manufacturing facilities is particularly an effective tool for problem-solving when it is combined with an innovative mindset and a deep understanding of one's manufacturing processes.
Key Takeaways
Complex manufacturing processes are influenced by a multitude of parameters
Causes of disruptions and scrap are often only indirectly recognizable in process data
It is usually not known from the outset which process parameters are related to a problem
This leads to requirements for modern process analysis tools:
Recording and preparation of large amounts of historical process data
Flexible data visualization, adaptable for a variety of possible use cases
Provision of suitable tools for effective data analysis
With the functions of the ENLYZE platform, one of our customers was able to reduce scrap for one of their product groups by 30%
About the Customer
In this case study, we present how one of our customers was able to reduce scrap for a product group by 30% with the help of the ENLYZE platform and a data-driven approach, thus saving significant costs annually for a facility that was digitized by ENLYZE.
The company from North Rhine-Westphalia, with which we have been working for about a year and a half, is a manufacturer of single- and double-sided adhesive tape solutions that are used worldwide by customers in various industries, such as medical technology, automotive, and construction.
If you are interested in exchanging experiences with our customer, we would be happy to establish contact with the company for you.
Compact Overview: Manufacturing of Adhesive Tape
The production of adhesive tape is simplified into the following steps: First, a double-sided silicone-coated liner is unwound from a roll and coated with a liquid adhesive. Then the adhesive is dried, and the resulting adhesive film is wound onto another roll. To prevent the individual layers of the adhesive tape from sticking together when winding at the end of the manufacturing process, the silicone-coated liner is treated with silicone of different release forces, so that the adhesive always adheres more strongly on the side with the higher release force.
In the manufacturing line, the adhesive tape runs over various rollers. If the speeds between these vary (known as overdriving), it leads to slippage between the rollers and the adhesive tape. Such overdriving cannot be completely avoided due to process conditions and is not problematic for the quality of the product as long as it remains in the low single-digit percentage range.
Normally, the so-called master roller is where the highest friction occurs between the manufacturing line and the adhesive tape. The speed of the master roller thus defines the manufacturing speed.
The speed of the structured master roller normally defines the speed of the entire manufacturing process
Problem Description
During the production of thin transfer films at one of our customer’s facilities, a recurring problem occurred. When winding the adhesive tape after coating, there were instances of what is known as partial 'rewinding'. This involves unwanted detachment of the adhesive tape from the liner material, resulting in damage to the adhesive tape. The recurring occurrence of this production error led to a manufacturing scrap of about 11,000 meters per year. Furthermore, the adhesive film, when partially rewound, partially remains on the backside of the liner, contaminating the winding machine, leading to downtimes and requiring extensive cleaning.
Adhesive tape without (left) and with partial rewinding (right)
As a cause for the partial rewinding, our customer was able to exclude a variety of error sources through extensive investigations, such as errors in the silicone coating of the used liners or irregularities in the drying of the adhesive. Changes to the web tension also did not bring about a lasting improvement.
Why the Problem Could Not Be Solved Without ENLYZE
The manufacturing of adhesive tape is a complex production process influenced by a large number of different parameters. The complexity arises not only from the number of process parameters but also from the fact that the parameters partially interact with each other.
When disruptions occur in such a process, the underlying problem causes are often only indirectly recognizable in the process parameters. Identifying the causes is further complicated by the fact that it is usually not known from the outset which parameters are related to the observed problem.
To identify the cause of the partial rewinding problem in the manufacturing at our customer’s facility, it was necessary to examine as many measured values and parameters of the manufacturing process as possible. The PLC of the facility (built in 2005), which was digitized by ENLYZE and our Edge Device ('ENLYZE Spark'), continuously processes about 400 actual and set values from various measured variables. These parameters thus represented the base set of possible answers to the cause.
The problem was that the PLC with the connected operating terminal did not provide suitable tools to efficiently investigate such large amounts of data. Although there is a user interface on the operating terminal to access stored process data, neither deeper analyses are possible nor does the interface provide the user with a way to export stored data for evaluation with other programs.
Due to the lack of analysis tools and the limited availability of process data, the adhesive tape manufacturer could not solve the manufacturing problem without ENLYZE's process data analysis. Only the process understanding of the experts at our customer's side, combined with ENLYZE's tools, led to the desired result.
How Could the Problem Be Solved with ENLYZE?
Since the integration of ENLYZE into the facility, all set and actual values of the machine control are processed and made available in the web-based ENLYZE app for targeted analyses.
When the above-described error pattern during the winding of a batch from earlier production was observed again, the development manager used the analysis dashboard in the ENLYZE app to investigate whether there were any anomalies in the measured values from the control during the manufacturing period of the defective batch.
Data selection in the analysis dashboard of the ENLYZE app: The manufacturing period of the batch is either directly entered or determined via the booked manufacturing order number
In a direct comparison of some of the numerous roller speeds, the development manager noticed that there was a discrepancy of about 20% during manufacturing between the actual speeds of the laminating station (11 m/min, corresponding to the set value) and the pulling station (13.6 m/min), which was significantly more than would normally be expected.
Since simultaneously displaying 400 available set and actual values on the operating terminal of a PLC would be virtually unfeasible, the display there usually focuses on a few process variables. For this reason, these two roller speeds could not be displayed on the terminal, making it impossible to discover the speed difference without ENLYZE.
The analysis dashboard of the ENLYZE app allows for direct comparison of measured values and parameters from one or more manufacturing orders over the respective order duration
Discovering this significant deviation was the starting point for carrying out manual speed measurements on the individual rollers of the manufacturing facility. It turned out that the actual speed of the master roller was significantly above its set value.
The cause of the increased speed was insufficient friction between the master roller and the adhesive tape. To maintain the regulated tension despite the reduced friction at the set value, the control increased the speed of the master roller. Simultaneously, the facility regulates the line speed at the winding section based on the tension at the master roller. This simultaneous regulation of two process variables and the low friction at the master roller inevitably led to an unacceptably large speed difference between the rollers.
The resulting slippage caused significant wear to the silicone layer of the liner due to the structured master roller. This damage, in turn, led to increased adhesion between the back of the liner and the adhesive surface during the winding process of the adhesive tape, which ultimately caused the characteristic pattern of partial rewinding.
Once slippage was identified as the cause of the problem, it could be eliminated by activating a vacuum on the master roller. This now ensures higher contact pressure and thus higher friction.
What Savings Were Achieved by Solving the Problem?
Since the vacuum was activated on the master roller, the error pattern of partial rewinding in the production of thin transfer tapes has not occurred again. Consequently, with the help of the ENLYZE platform, our customer was able to save all costs associated with the error pattern that would have continued to arise without addressing the cause.
The material costs saved alone amount to about 11,000 euros annually since the implementation of this measure. The total cost savings are significantly higher, as operating costs of the facility, personnel, and lost contribution margins during scrap production also add up.
Conclusion
The application case of adhesive tape manufacturing has demonstrated that digitization holds enormous potential for cost reduction in manufacturing processes. However, this potential can only be fully exploited if the large amounts of data generated in the processes are managed.
The ENLYZE platform enables this by systematically recording and preparing all process data, and providing suitable analysis tools for gaining insights from process data. Through compatibility with many different data sources, ENLYZE can also be integrated into older facilities and consolidate various subcomponents of plants.
Of course, the problem of partial rewinding in the manufacturing of adhesive tape at our customer could not be solved merely by making process data and analysis tools available – they had to be used purposefully. Ultimately, the application case has also shown that digitizing manufacturing facilities is particularly an effective tool for problem-solving when it is combined with an innovative mindset and a deep understanding of one's manufacturing processes.
Key Takeaways
Complex manufacturing processes are influenced by a multitude of parameters
Causes of disruptions and scrap are often only indirectly recognizable in process data
It is usually not known from the outset which process parameters are related to a problem
This leads to requirements for modern process analysis tools:
Recording and preparation of large amounts of historical process data
Flexible data visualization, adaptable for a variety of possible use cases
Provision of suitable tools for effective data analysis
With the functions of the ENLYZE platform, one of our customers was able to reduce scrap for one of their product groups by 30%
About the Customer
In this case study, we present how one of our customers was able to reduce scrap for a product group by 30% with the help of the ENLYZE platform and a data-driven approach, thus saving significant costs annually for a facility that was digitized by ENLYZE.
The company from North Rhine-Westphalia, with which we have been working for about a year and a half, is a manufacturer of single- and double-sided adhesive tape solutions that are used worldwide by customers in various industries, such as medical technology, automotive, and construction.
If you are interested in exchanging experiences with our customer, we would be happy to establish contact with the company for you.
Compact Overview: Manufacturing of Adhesive Tape
The production of adhesive tape is simplified into the following steps: First, a double-sided silicone-coated liner is unwound from a roll and coated with a liquid adhesive. Then the adhesive is dried, and the resulting adhesive film is wound onto another roll. To prevent the individual layers of the adhesive tape from sticking together when winding at the end of the manufacturing process, the silicone-coated liner is treated with silicone of different release forces, so that the adhesive always adheres more strongly on the side with the higher release force.
In the manufacturing line, the adhesive tape runs over various rollers. If the speeds between these vary (known as overdriving), it leads to slippage between the rollers and the adhesive tape. Such overdriving cannot be completely avoided due to process conditions and is not problematic for the quality of the product as long as it remains in the low single-digit percentage range.
Normally, the so-called master roller is where the highest friction occurs between the manufacturing line and the adhesive tape. The speed of the master roller thus defines the manufacturing speed.
The speed of the structured master roller normally defines the speed of the entire manufacturing process
Problem Description
During the production of thin transfer films at one of our customer’s facilities, a recurring problem occurred. When winding the adhesive tape after coating, there were instances of what is known as partial 'rewinding'. This involves unwanted detachment of the adhesive tape from the liner material, resulting in damage to the adhesive tape. The recurring occurrence of this production error led to a manufacturing scrap of about 11,000 meters per year. Furthermore, the adhesive film, when partially rewound, partially remains on the backside of the liner, contaminating the winding machine, leading to downtimes and requiring extensive cleaning.
Adhesive tape without (left) and with partial rewinding (right)
As a cause for the partial rewinding, our customer was able to exclude a variety of error sources through extensive investigations, such as errors in the silicone coating of the used liners or irregularities in the drying of the adhesive. Changes to the web tension also did not bring about a lasting improvement.
Why the Problem Could Not Be Solved Without ENLYZE
The manufacturing of adhesive tape is a complex production process influenced by a large number of different parameters. The complexity arises not only from the number of process parameters but also from the fact that the parameters partially interact with each other.
When disruptions occur in such a process, the underlying problem causes are often only indirectly recognizable in the process parameters. Identifying the causes is further complicated by the fact that it is usually not known from the outset which parameters are related to the observed problem.
To identify the cause of the partial rewinding problem in the manufacturing at our customer’s facility, it was necessary to examine as many measured values and parameters of the manufacturing process as possible. The PLC of the facility (built in 2005), which was digitized by ENLYZE and our Edge Device ('ENLYZE Spark'), continuously processes about 400 actual and set values from various measured variables. These parameters thus represented the base set of possible answers to the cause.
The problem was that the PLC with the connected operating terminal did not provide suitable tools to efficiently investigate such large amounts of data. Although there is a user interface on the operating terminal to access stored process data, neither deeper analyses are possible nor does the interface provide the user with a way to export stored data for evaluation with other programs.
Due to the lack of analysis tools and the limited availability of process data, the adhesive tape manufacturer could not solve the manufacturing problem without ENLYZE's process data analysis. Only the process understanding of the experts at our customer's side, combined with ENLYZE's tools, led to the desired result.
How Could the Problem Be Solved with ENLYZE?
Since the integration of ENLYZE into the facility, all set and actual values of the machine control are processed and made available in the web-based ENLYZE app for targeted analyses.
When the above-described error pattern during the winding of a batch from earlier production was observed again, the development manager used the analysis dashboard in the ENLYZE app to investigate whether there were any anomalies in the measured values from the control during the manufacturing period of the defective batch.
Data selection in the analysis dashboard of the ENLYZE app: The manufacturing period of the batch is either directly entered or determined via the booked manufacturing order number
In a direct comparison of some of the numerous roller speeds, the development manager noticed that there was a discrepancy of about 20% during manufacturing between the actual speeds of the laminating station (11 m/min, corresponding to the set value) and the pulling station (13.6 m/min), which was significantly more than would normally be expected.
Since simultaneously displaying 400 available set and actual values on the operating terminal of a PLC would be virtually unfeasible, the display there usually focuses on a few process variables. For this reason, these two roller speeds could not be displayed on the terminal, making it impossible to discover the speed difference without ENLYZE.
The analysis dashboard of the ENLYZE app allows for direct comparison of measured values and parameters from one or more manufacturing orders over the respective order duration
Discovering this significant deviation was the starting point for carrying out manual speed measurements on the individual rollers of the manufacturing facility. It turned out that the actual speed of the master roller was significantly above its set value.
The cause of the increased speed was insufficient friction between the master roller and the adhesive tape. To maintain the regulated tension despite the reduced friction at the set value, the control increased the speed of the master roller. Simultaneously, the facility regulates the line speed at the winding section based on the tension at the master roller. This simultaneous regulation of two process variables and the low friction at the master roller inevitably led to an unacceptably large speed difference between the rollers.
The resulting slippage caused significant wear to the silicone layer of the liner due to the structured master roller. This damage, in turn, led to increased adhesion between the back of the liner and the adhesive surface during the winding process of the adhesive tape, which ultimately caused the characteristic pattern of partial rewinding.
Once slippage was identified as the cause of the problem, it could be eliminated by activating a vacuum on the master roller. This now ensures higher contact pressure and thus higher friction.
What Savings Were Achieved by Solving the Problem?
Since the vacuum was activated on the master roller, the error pattern of partial rewinding in the production of thin transfer tapes has not occurred again. Consequently, with the help of the ENLYZE platform, our customer was able to save all costs associated with the error pattern that would have continued to arise without addressing the cause.
The material costs saved alone amount to about 11,000 euros annually since the implementation of this measure. The total cost savings are significantly higher, as operating costs of the facility, personnel, and lost contribution margins during scrap production also add up.
Conclusion
The application case of adhesive tape manufacturing has demonstrated that digitization holds enormous potential for cost reduction in manufacturing processes. However, this potential can only be fully exploited if the large amounts of data generated in the processes are managed.
The ENLYZE platform enables this by systematically recording and preparing all process data, and providing suitable analysis tools for gaining insights from process data. Through compatibility with many different data sources, ENLYZE can also be integrated into older facilities and consolidate various subcomponents of plants.
Of course, the problem of partial rewinding in the manufacturing of adhesive tape at our customer could not be solved merely by making process data and analysis tools available – they had to be used purposefully. Ultimately, the application case has also shown that digitizing manufacturing facilities is particularly an effective tool for problem-solving when it is combined with an innovative mindset and a deep understanding of one's manufacturing processes.
Read more



Talk to an expert and find out how ENLYZE can help your production.
get to know ENLYZE
Talk to an expert and find out how ENLYZE can help your production.
get to know ENLYZE
Talk to an expert and find out how ENLYZE can help your production.
get to know ENLYZE