


|
|
|
Did you know that your production loses money every day due to unnecessary losses? Surely.
Do you also know which losses contribute the most?
And how easy it would be to fix them?
Mk Plast, one of our clients, was able to achieve €24,000 more production annually due to this. And this was on every machine! You can find the story about this at this link: Over 5% productivity increase through digitalization in extrusion
We will show you how this works today, using the "6 Big Losses". These typical six losses in production systems are strongly intertwined with OEE. By addressing or reducing these losses, productivity is elevated to a new level.
The concept is excellent for prioritizing different manufacturing optimizations against each other and deriving digitalization strategies for the shop floor.
For today, we will first address the following questions:
What is behind the framework of the "6 Big Losses"?
How can I optimize my production with a top-loss analysis?
What are the “6 Big Losses”?
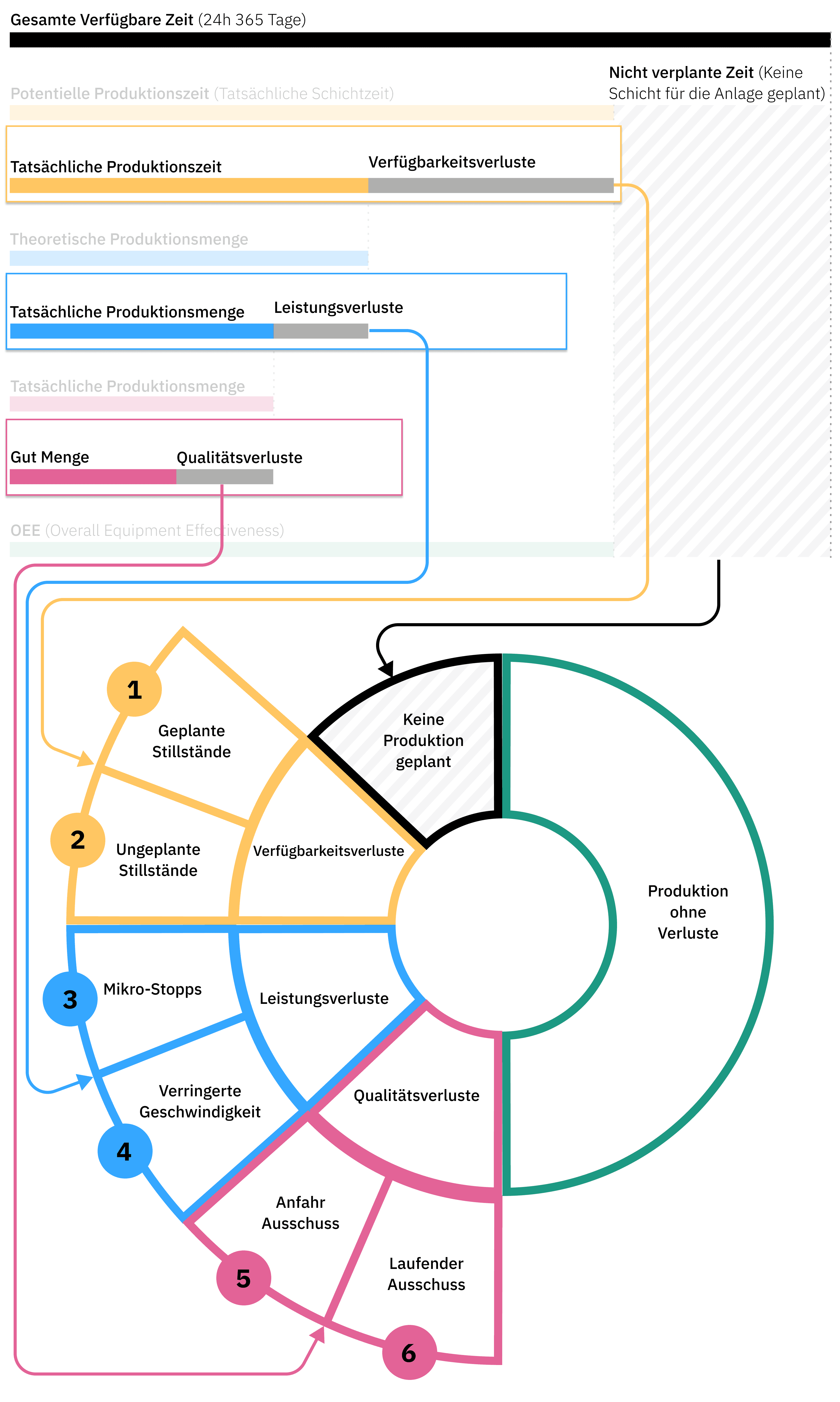
The 6 typical losses of manufacturing can be divided analogously to OEE into availability losses, performance losses, and quality losses. Within these three loss categories, there are two big losses each that are collectively referred to as the "6 Big Losses".
The 6 Big Losses:
Availability losses:
1. Planned downtimes
2. Unplanned downtimes
Performance losses:
3. Micro-stops
4. Reduced production speed
Quality losses:
5. Startup scrap
6. Ongoing scrap
In the following, we will discuss the individual loss sizes (losses) in detail. Afterwards, you will have a clear understanding of the loss sizes, be able to distinguish them from each other, and be able to assign all losses on your shop floor to one of the 6 Big Losses.
Availability Losses
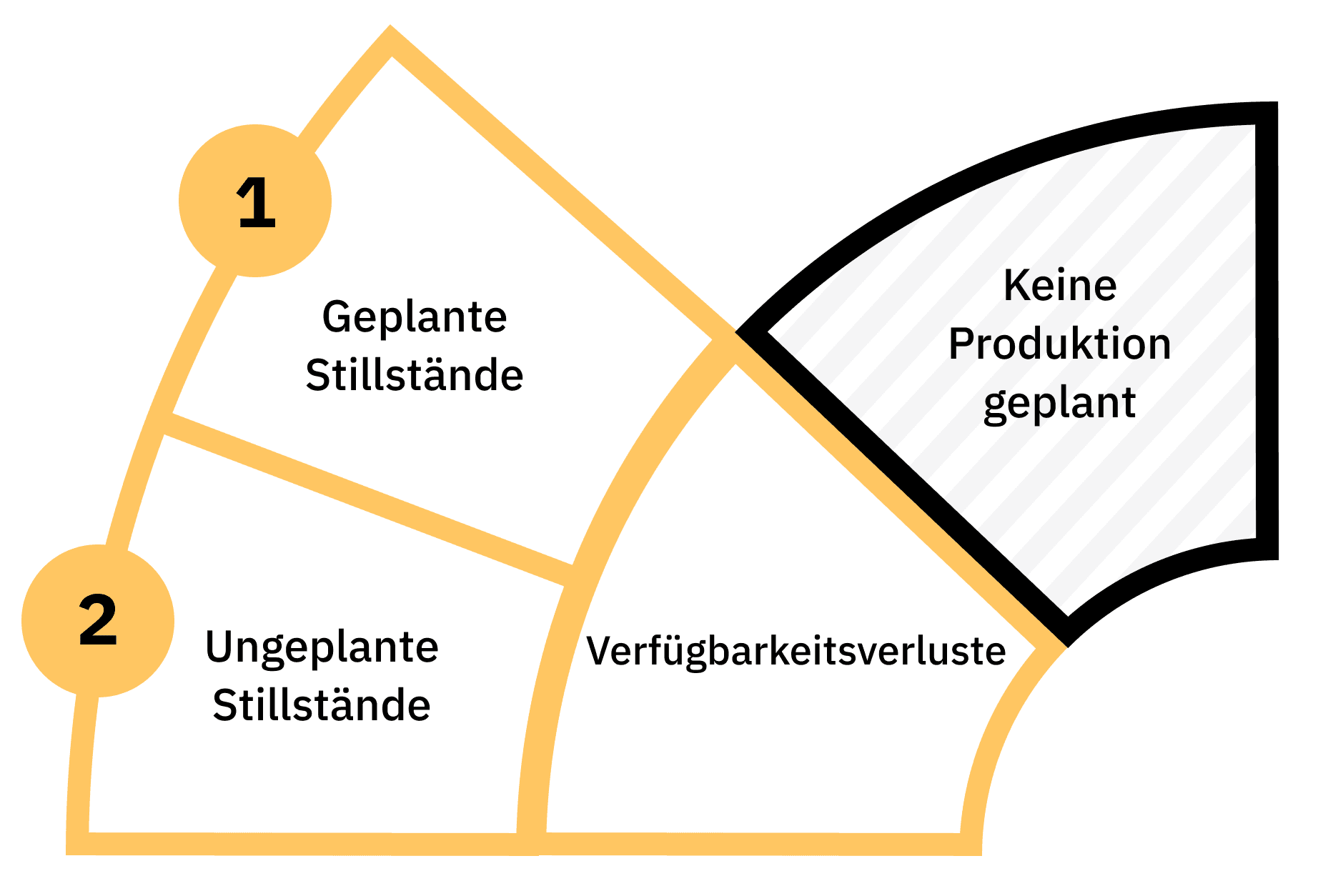
Downtimes on systems can be divided into three different categories:
Planned downtimes
Unplanned downtimes
No production planned
Only the first two categories (Planned and Unplanned downtimes) are accounted for availability losses.
This is because: Availability losses only occur when the system is planned for production, but is not producing. More on this later.
In terms of the 6 Big Losses framework, we then refer to the two big losses or loss sizes:
Planned downtimes
Unplanned downtimes
What are planned downtimes?
These downtimes represent the time when the machine is intended for production, i.e., is scheduled from a production planning perspective, but is not in operation due to a planned event.
Examples of planned downtimes are setting up for an order, scheduled cleaning, and maintenance work, etc. Although these downtimes are scheduled, it is often worthwhile to analyze the underlying processes and workflows more closely, as these events also reduce the productive time of the machine. Especially when the same activity leads to differently long downtimes.
What are unplanned downtimes?
Unplanned downtimes are referred to when the machine is intended for production but does not produce due to an unplanned event. Examples include equipment failures, unplanned maintenance work, lack of personnel or materials, failures due to upstream equipment, or blockages from downstream equipment. These events are extremely detrimental to productivity and should therefore be minimized.
What is meant by the category “No production planned”?
This time, during which the system is not scheduled for production, does not belong to the 6 Big Losses, as it does not directly relate to the effectiveness of the system. Nevertheless, these machine downtimes should also be recorded and explained, as they provide insight into how much revenue is lost because, for example, the current demand is not sufficient for full utilization.
This can thus be important information for your sales and production planning, so that the full potential of your plant can be utilized. In part 4 of the OEE series we show the accurate recording of downtimes using machine data in more detail and discuss the addressing of availability losses in detail.
Performance Losses
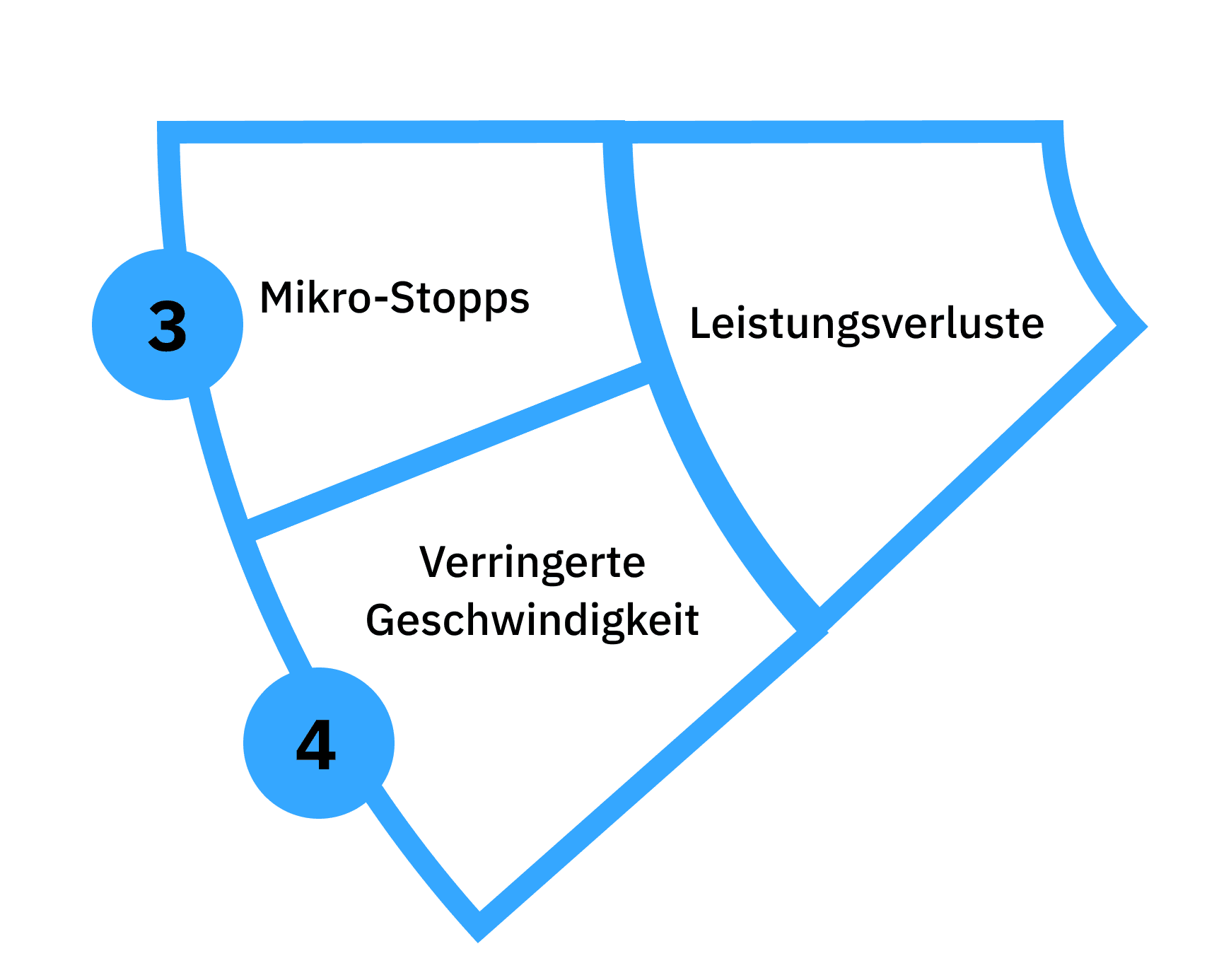
Performance losses occur when, despite active production, not as quickly as one could theoretically produce.
Performance losses have two causes: On the one hand, there are extremely short downtimes, the so-called micro-stops, and on the other hand, a reduced production speed.
In terms of the 6 Big Losses framework, we then refer to the two loss sizes:
3. Micro-stops
4. Reduced production speed
Why are micro-stops not counted among availability losses?
Micro-stops are short stops that last no longer than 30 seconds. An example is jammed material, which the worker can resolve with a hand movement. Due to the very short downtime, the worker does not book a downtime or fill out a downtime protocol. Therefore, these stops are assigned to performance losses.
Accurate recording of micro-stops is not feasible manually. Micro-stops are therefore particularly sneaky and can easily be overlooked, even though they often represent a significant reason for loss due to their frequency of occurrence despite their short duration.
It should be noted that micro-stops cannot occur in many continuous manufacturing processes (e.g., plastic and packaging industry, metal industry) due to the slower processes. Micro-stops often occur in discontinuous manufacturing processes such as injection molding or CNC manufacturing. Whether it is worthwhile to record micro-stops should therefore be decided on a case-by-case basis based on the machine park and the manufacturing processes.
When does a reduced production speed occur?
The second cause, the reduced production speeds, occurs very often in semi-continuous and continuous manufacturing processes. Often, these are even the largest loss size of all 6 Big Losses. The main cause is sub-optimal process settings on the machine, leading to varying production speeds.
To record reduced production speeds, a reference value is necessary, meaning a theoretically achievable ideal production speed. This concept is analogous to the ideal cycle time from discontinuous manufacturing processes.
There are two different perspectives: On the one hand, the perspective from the machine's point of view, where the maximum possible output of the machine is used as a reference value for all products. Or the product view, where an individual maximum throughput (Maximum Demonstrated Speed - MDS) is stored for each product.
At ENLYZE, the latter occurs, as we believe that only this way a realistic and fair performance analysis is possible. A detailed comparison of both methods and the advantages of the product perspective can be found in our article on performance losses.
Quality Losses

Producing a lot and quickly is of no use if most of it ends up as waste afterwards because the products do not meet the necessary quality requirements. Therefore, there are two more loss sizes that concern the quality and thus the scrap.
Of all loss categories, scrap is among the most expensive and can therefore significantly affect the profit margin of a manufacturing company. It's no wonder that this loss size often receives the greatest attention from management. The reason for the high costs is that all the value-adding steps up to the final product suddenly become worthless.
The "Biggest Loss" framework differentiates between startup scrap and ongoing scrap:
5. Startup scrap
6. Ongoing scrap
What is startup scrap?
Startup scrap is the part of the scrap that occurs when starting a new order. Typically, the scrap of an order is counted until it reaches a stable production level for the first time. Thus, the startup scrap includes the material runout from a previous order or the amount needed to "warm up" if the system was completely shut down.
What is ongoing scrap?
Ongoing scrap is the scrap generated during stable (steady-state) production. Examples include streaks, film tears, misprints, etc. Ongoing scrap is often not detected directly during production but is only identified later through quality assurance.
Recognizing potentials through a top-loss analysis
All loss sizes have now been accurately recorded, so what now?
Once all losses have been accurately recorded, the next step is to identify the biggest losses on the shop floor using a Big or Top-Loss analysis.
The idea behind the top-loss analysis is simple: If you start by minimizing the currently largest loss and continuously reduce this source of loss, it will lead to success the fastest. In other words: Focus your attention on a small group of improvement measures that has the greatest leverage for minimizing losses.
To actually realize the potential, three steps are necessary, which must be constantly and iteratively carried out:
Capture: Accurate and consistent recording of all losses
Select: Selecting the most promising losses based on a top-loss analysis
Action: Deriving and implementing improvement measures to minimize the largest losses
Systems like ENLYZE primarily assist in the first two steps. On the one hand, they reduce the effort required to capture accurate data with consistently high data quality to a minimum. Additionally, they rely on reliable information from which you can directly derive the relevant optimization potentials.
In our experience, it is not only about the absolute amount of losses but also about possible fluctuations in values. These fluctuations are signs of significant optimization potential. Therefore, the variability of losses within a category should also be examined over a long period.
Summary
In this article, you have learned about the 6 Big Losses and a systematic approach for capturing the biggest reasons for losses and for continuous optimization of your shop floor using Top Loss analysis.
Would you like to learn how to automatically capture the biggest losses in the background based on machine data and thus identify the greatest levers for productivity increases? Then feel free to book a non-binding demo.
Also feel free to check here, how the stretch film manufacturer Mk Plast was able to achieve €24,000 per plant and 5% more productivity by focusing on performance losses.
Become an OEE Expert with Our OEE Series
Here you will learn how to calculate and improve OEE in the long term.
Read more


