


|
|
|
This article deals with performance losses. These occur when production is not carried out at the maximum achievable speed.
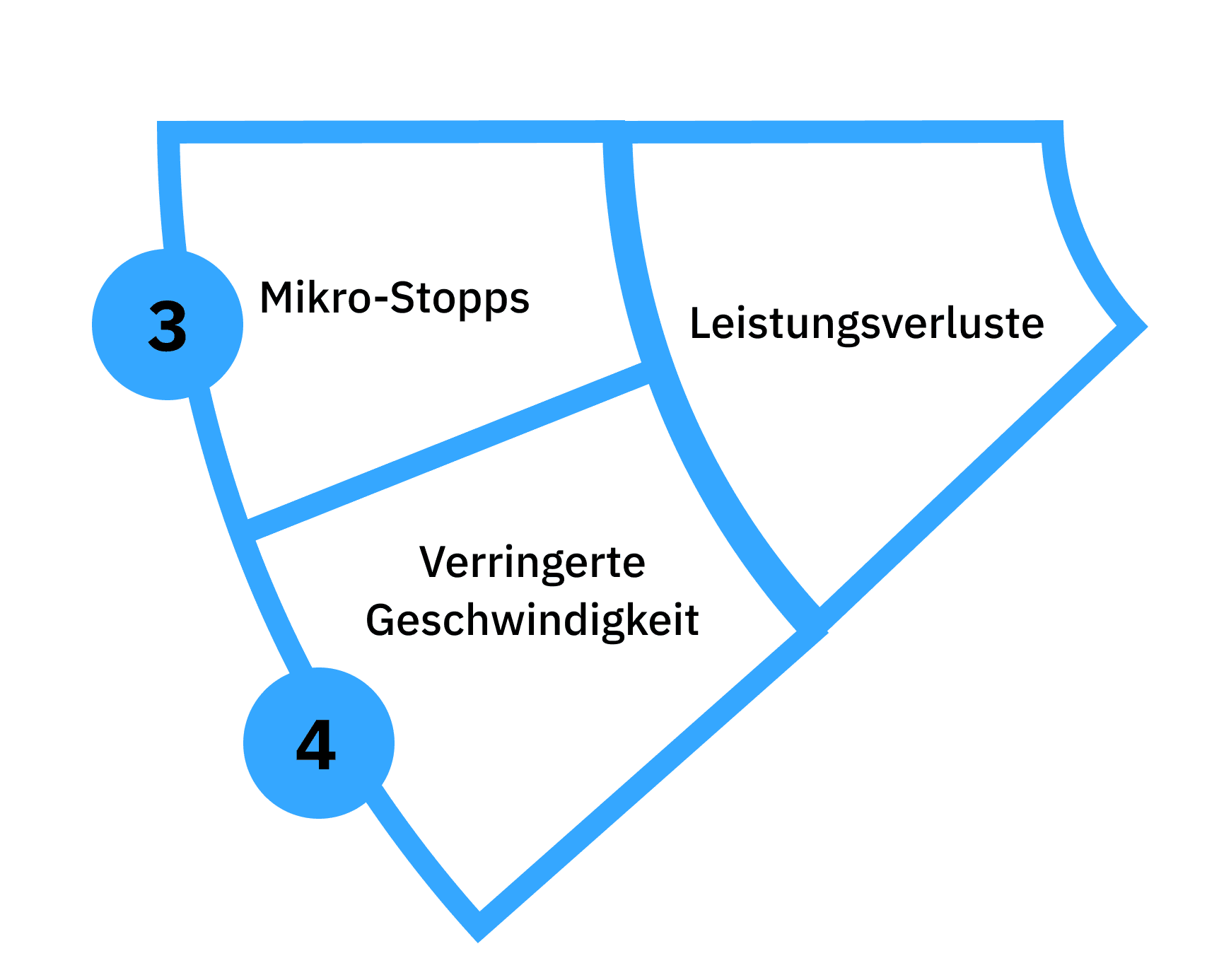
Performance losses have two causes: On one hand, there are extremely short downtimes, the so-called micro-stops, and on the other hand, there is reduced production speed.
Learn more about OEE software and the calculation of OEE in the linked articles.
Recording Micro-Stops
As already mentioned in the 3rd blog post of our campaign, micro-stops are downtimes of the machine, which typically last less than 30 seconds. These micro-stops occur almost exclusively in discontinuous manufacturing processes such as folding, stamping, etc.
Continuous and semi-continuous processes (blown film extrusion, printing) are too sluggish to realize such short downtimes. When the machine is stopped, it is usually for longer than 30 seconds.
Where these short downtimes do occur, manual recording is actually not possible. However, with the automatic monitoring from ENLYZE, recording micro-stops is also no problem. The functionality is identical to the regular downtime recording as described in the article on downtime recording.
For the micro-stops, a systematic downtime catalog should also be created, so that analyses can be conducted afterwards.
Problems are often attributed to incorrect measurements of the supplied parts, operator errors, or unoptimized control programs. Insights about the actual size of the problem and the biggest levers for improvement can also be provided by a Pareto analysis, which quickly reveals the top loss reasons.
Recording Reduced Production Speed
To determine the losses due to reduced production speed, which, by the way, corresponds to the performance factor of the OEE, one first needs to know the maximum achievable production speed. The actual achieved speed is then compared to the maximum achievable speed:

The challenge in calculating this performance factor lies in determining the maximum achievable speed. The maximum speed corresponds to the concept of Ideal Cycle Time from discontinuous manufacturing.
There are now two ways to determine the maximum speed.
Machine-Based vs. Product-Based Calculation
The simple yet less accurate approach considers only the performance capacity of the machine. It is simply assumed that each product can be produced on the machine at the same speed and that the maximum production speed is equal to the machine's maximum speed. Therefore, the maximum performance is purely determined by the machine in this consideration. Anyone who has worked on the shop floor can immediately spot the flaw here. Different products can and must be produced at sometimes significantly different speeds to maintain a stable production process and achieve the desired quality.
The other approach is to determine the maximum speed individually for each product. From our perspective, this is indeed the better approach. As just demonstrated, not all products can be produced at the same speed on the same machine.
We therefore recommend using the maximum production speed based on the production history of the product instead of the maximum machine performance (product-based calculation). Here, the maximum speed that was stably achieved for each production order of the product is determined. The following picture is obtained:
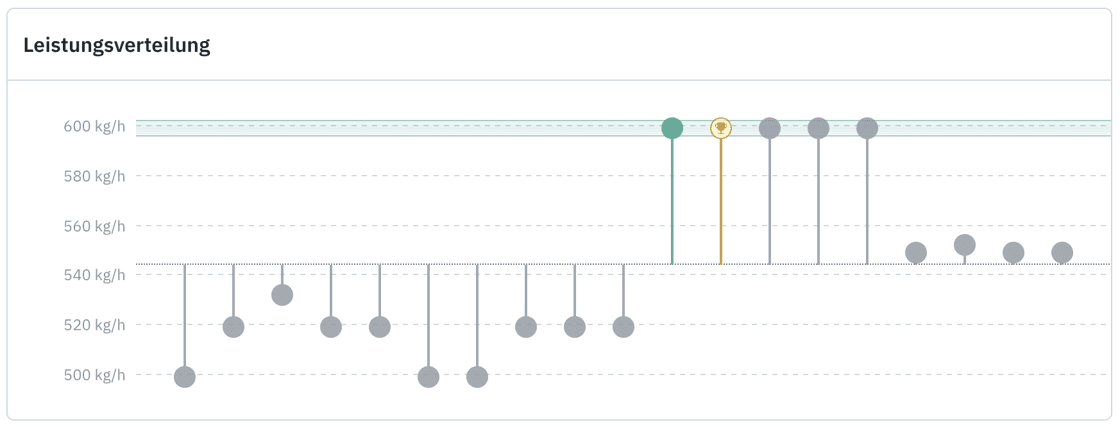
Each point corresponds to an order of the same product and represents the maximum production speed that was stably achieved for that order. The point with the highest value, i.e., the globally maximum production speed of the product, is referred to as Maximum Demonstrated Speed (MDS) and represents the maximum production speed for the respective product on the machine.
At ENLYZE, the MDS is automatically calculated in the background based on all historical production orders of the product on the machine. How this works exactly will be explained later.
There are significant differences in the precision of the two approaches. These lead to incorrect conclusions in analysis with the machine-based approach. Performance losses are identified that do not actually exist. This problem is made clear by the following illustration:

The illustration shows the performance losses (areas shaded in red) from a machine-based, conventional approach (left) and a product-based calculation by ENLYZE (right). The differences are directly obvious from the differently sized red areas.
Let’s take a closer look at the two different approaches.
Analysis from the Machine Perspective (left image)
The order FA1 with product A is produced at 310kg/h, and FA2 with product B at 270kg/h. The theoretically maximum performance is given by the machine at 350kg/h. The performance factor is calculated at 88.6% for FA1 and 77.1% for FA2.

Analysis from the Product Perspective
In the product perspective analysis, the maximum possible production speed for each product is determined separately, the so-called Maximum Demonstrated Speed (MDS). This MDS is then compared to the actual realized production speed.

For the example given above, the performance factor results in 91.2% for FA1 and 98.2% for FA2.
The approach that we consider correct and more accurate is the product perspective-based calculation. Because not every product can be produced with the maximum performance of the machine. The varying production speeds within a product portfolio can be enormous and should not be compared using a general, machine-based performance reference value.
The resulting problem is that one arrives at incorrect results in a potential analysis. From the machine perspective, the greatest potential was identified for FA2 for product B. However, upon a product-based analysis, a different insight is reached. The potential for FA1 and product A is significantly higher.
Choosing the correct perspective is therefore enormously important. Because the potential, which was identified from the machine perspective for FA2 and product B, does not actually exist. The real potentials, and thus those that can truly be leveraged, are only identified in the product perspective.
But why is the product perspective not so widely used?
Because calculating the Maximum Demonstrated Speed (MDS) involves a certain complexity and requires linking machine data, order data, and product data. Just merging the data is not possible for a large part of today's OEE systems.
In a further step, the MDS must then be identified, stored, and continuously adjusted for each product. The complexity for an OEE application increases further. Many manufacturers therefore unfortunately do not pursue this path today.
Additionally, many software providers of OEE solutions began in discontinuous manufacturing. Here, the Ideal Cycle Time is almost always available, and thus a product-related performance reference value. Over time, these manufacturers have also acquired customers from industries with continuous and semi-continuous processing methods. There was a rude awakening when suddenly no reference values were available. Thus, a simple and quick solution was sought, namely to use the maximum machine performance.
The combination of these circumstances has led to the fact that there are hardly any good OEE management solutions for continuous and semi-continuous manufacturing until today.
How is the Maximum Demonstrated Speed (MDS) determined?
To determine the Maximum Demonstrated Speed (MDS), we have developed an algorithm that finds for each order the period during which the maximum production speed was achieved while the manufacturing process was stable.
As a reminder: The result provides an overview of all orders and their maximum achieved production speeds. The point of the highest performance or production speed then corresponds to the MDS of the respective product:
This MDS is automatically determined at ENLYZE based on the speed from the machine data. It can also be adjusted at any time, specifically when the product is manufactured at a new highest speed. When this happens, all key figures are automatically adjusted in the background. So you always have all data and facts up to date.
When looking at the presented example, it is astonishing how much the performance for the same product on the same machine fluctuates. There is a spread of ~100kg/h.
The main cause of the large spread in production speed is the use of different machine settings for the same product on the same machine. External influencing factors such as room temperature, humidity, raw materials, etc., also have an impact. However, it shows that with consistent machine settings, the same production speeds can be reproduced, and fluctuations in external influencing factors only lead to minimal changes in production speeds.
What is the solution for strongly fluctuating production speeds?
As mentioned above, the majority of the performance fluctuations are attributed to different machine settings. The goal is therefore clear: The machine/plant should be set by all operators in the same way, and in such a way that the product is manufactured at maximum production speed in a stable process and without any loss of quality. And this is precisely what we have implemented with our co-pilot.
The co-pilot functions like a setting data sheet. Only that it is digital, live, and self-optimizing.
The operator is shown the ideal machine settings for each product. These target values are compared live with the actual values of the machine, so that significant deviations in the parameter range become immediately apparent. The operator is informed and can take immediate corrective action.
The setting parameters can be configured individually for each machine and continuously adjusted. Specific tolerances can also be defined for each parameter. Some parameters need to be maintained within a very tight corridor, while others can vary more widely.
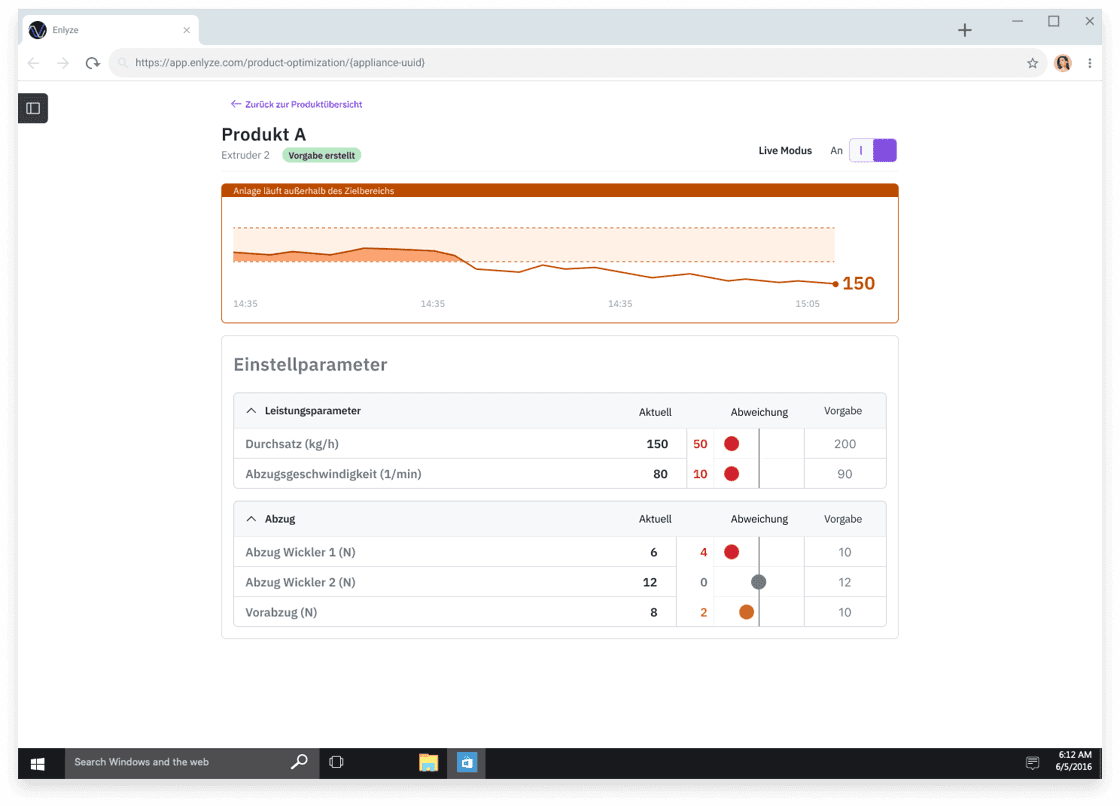
The co-pilot ensures that products are consistently and uniformly manufactured across different operators, performance targets are accurately communicated, process fluctuations are detected directly, and process-related scrap production is minimized.
Summary
In this article, you have expanded your knowledge about performance losses and learned,
that variations in the machine setting are the main factor for fluctuating production speeds.
that real optimization potentials are only possible through a performance analysis on a product basis and with the concept of Maximum Demonstrated Speed (MDS).
Do you want to find out how much the manufacturing speeds of your products fluctuate and test the co-pilot?
Become an OEE Expert with Our OEE Series
Here you will learn how to calculate and improve OEE in the long term.
Read more


