


|
|
|
Kaum etwas gewinnt die Aufmerksamkeit der Unternehmensleitung so sehr wie hohe Ausschussraten. Der Grund: Qualitätsverluste sind mit die teuersten Verluste überhaupt, da ein Großteil der bisher stattgefundenen Wertschöpfung plötzlich nichts mehr wert ist.
Aber was genau fällt alles unter die Kategorie "Ausschuss"? Und wie kann aktiv daran gearbeitet werden, die Ausschussquote zu reduzieren? Wir erläutern das Konzept der Qualitätsverluste, zeigen auf, wie die Ausschuss-Kennzahlen berechnet werden, und untersuchen Strategien zur Reduzierung von Ausschuss auf Ihrem Shopfloor.
Mehr zum Thema OEE-Software und zur Berechnung des OEE erfahren Sie in den verlinkten Artikeln.
Was sind Qualitätsverluste?
Qualitätsverluste zeigen die Produktionsverluste aufgrund fehlerhafter Teile auf. „Fehlerhaft“ meint hier alle gefertigten Werkstücke, die nicht den Mindestansprüchen an die Qualität genügen, um sie so an den Kunden auszuliefern.
Im Rahmen des “First pass yield”, zu deutsch “Erstausbeute”, werden dabei nur Teile ohne Fehler im ersten Produktionslauf als Gutware angesehen.
Soll heißen: Sowohl Teile, die nicht nachbearbeitet werden können (“Schrott”, z.B. defekte Oberflächen oder falsche Toleranzen), als auch Werkstücke, welche sich mit einer Überarbeitung „retten“ lassen, gelten als Ausschuss.
Im Sinne der 6 Big Losses werden Qualitätsverluste in zwei Kategorien unterteilt: Zum einen Anfahr-Ausschuss und zum anderen Laufender Ausschuss.

Anfahrausschuss
Nach dem Rüsten benötigen viele Maschinen eine gewisse Zeit und Material, bis der Fertigungsprozess stabil läuft, das vorherige Material ausgefahren ist oder die Qualität des Prozesses überprüft und freigegeben wurde (Beispiel: Eindrucken). Der Ausschuss, welcher anfällt, bis der Prozess stabil läuft, wird als Anfahrausschuss bezeichnet.
Laufender Ausschuss
Der Laufende Ausschuss hingegen fällt an, während der Prozess stabil läuft. Beispiele sind Fertigung außerhalb der Toleranzen oder zu viele Defekte im Endprodukt.

Welche Informationen müssen im Fall von Ausschuss erfasst werden?
Um im Nachgang eine sinnvolle Analyse des Ausschusses zu ermöglichen, sollten die folgenden Informationen erfasst werden:
Menge des Ausschusses
Ausschusskategorie: Anfahr- oder Laufender Ausschuss
Grund für Ausschuss
Auftrags- und Produktinformationen
Mitarbeiter
Zusätzliche Beschreibung (z. B. Kommentare zu weiteren Beobachtungen)(Optional)
Wichtig ist in diesem Zusammenhang, dass der Ausschuss einzeln für jedes Ausschuss-Event erfasst wird, d.h. für jede am Stück gefertigte Ausschussmenge sollte die Menge und ein individueller Grund hinterlegt werden.
Nur dieses Vorgehen erlaubt eine granulare Analyse der Ausschüsse. Falls Ausschussmengen nur auf Auftrags-/Batch-Ebene erfasst werden, kann beispielsweise keine Unterscheidung in Anfahr- oder Laufenden Ausschuss durchgeführt werden. Die Analyse der Ursachen wird somit unmöglich.
Nutzen eines standardisierten Ausschuss-Katalogs
Wie auch schon bei den Stillständen lohnt sich eine Angabe von Gründen, um spätere Analysen zu ermöglichen. Dabei sollte der Ausschuss immer zumindest in die beiden Kategorien Anfahrausschuss und Laufender Ausschuss unterteilt werden. Innerhalb dieser Kategorien können dann weitere Gruppen und einzelne Ausschussgründe hinterlegt werden. Wie detailliert das gemacht wird, wird dabei individuell entschieden. Man sollte aber zumindest in der Lage sein, die häufigsten Ursachen des Ausschusses zu erkennen um dann Gegenmaßnahmen einleiten zu können.
Um einen guten Start zu ermöglichen, erarbeiten wir mit unseren Kunden in einem Onboarding-Gespräch einen initialen Ausschuss-Katalog. Dieser wird dann iterativ über die Zeit durch das Produktionsteam verfeinert. Um das zu ermöglichen, haben wir bei ENLYZE großen Wert darauf gelegt, dass der Katalog ohne IT-Unterstützung angepasst werden kann. So sind schnelle Anpassungen ohne weitere Kosten möglich.
Sie Fragen sich wie ein Ausschuss-Katalog bei Ihnen aussehen würde? Melden Sie sich gerne per Mail, damit wir über Ihren konkreten Fall sprechen können: hello@enlyze.com, Stichwort: Ausschuss-Katalog.
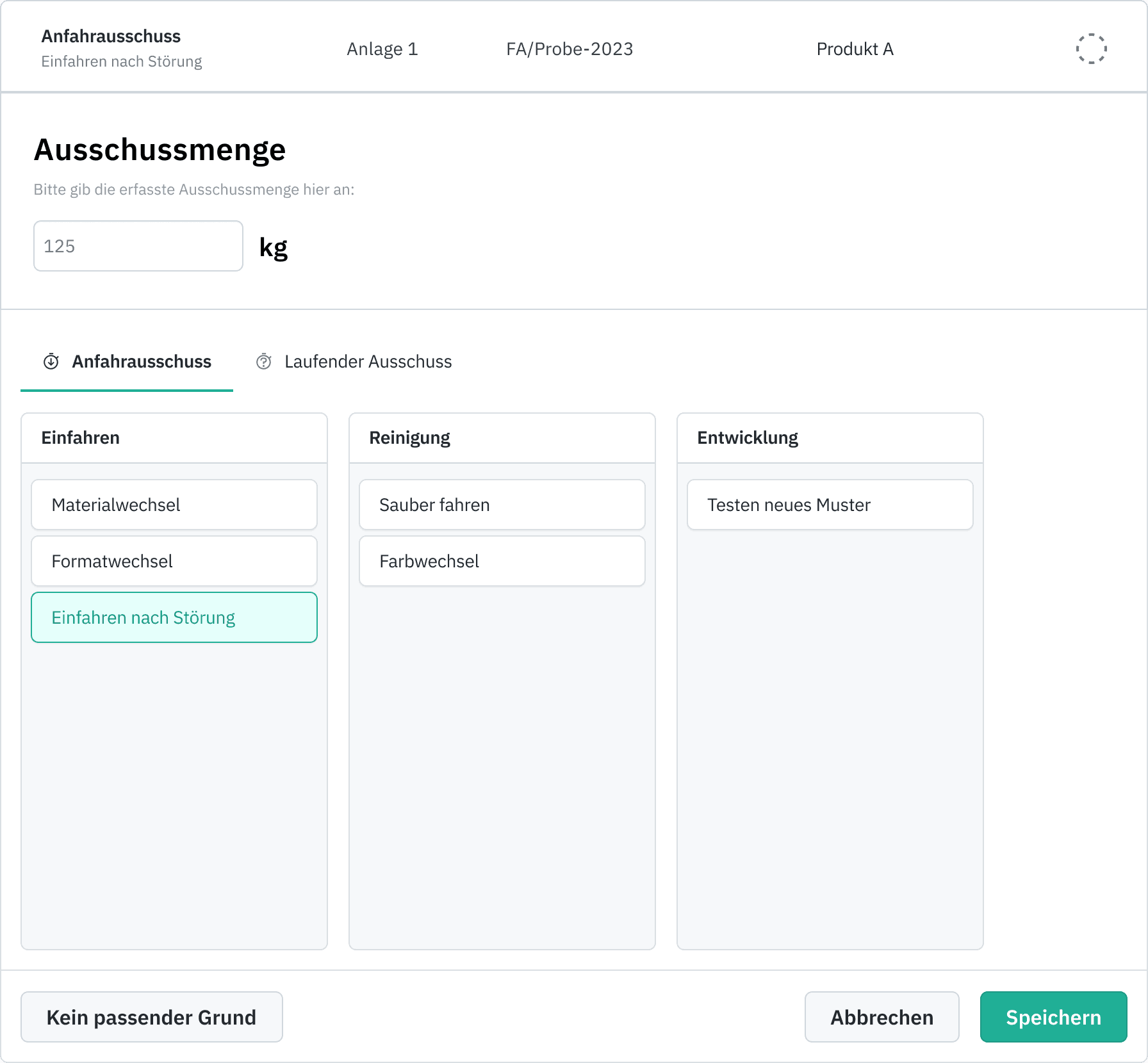
Nach dem Anlegen des Stillstandskatalogs können Ausschussmengen einzelnen Gründen zugeordnet werden:
Wie wird der Qualitätsfaktor berechnet?
Der Qualitätsfaktor setzt die gefertigte Gutmenge mit der gefertigten Gesamtmenge ins Verhältnis:

Die Berechnung der Ausschussquote setzt entsprechend die gefertigte Ausschussmenge mit der gefertigten Gesamtmenge ins Verhältnis:

Was sind die Herausforderungen bei der Erfassung der Qualitätsverluste?
Um die Qualitätsverluste zu ermitteln, muss neben der Ausschussmenge auch die Gesamtmenge des tatsächlich eingesetzten Materials für jeden Auftrag ermittelt werden. Diese Ist-Gesamtmenge wird heute allerdings nur in den seltensten Fällen genau erfasst, sondern basiert oft auf Zahlen aus der Fertigungsplanung.
Das Problem:
Die Zahlen aus der Fertigungsplanung und die Realität fallen oft auseinander. Die Unschärfe zwischen geplanter und tatsächlicher Gesamtmenge ist manchmal sogar so groß, dass das Lager leergefahren wird. Die geringe Transparenz über die realen Materialverbräuche macht es unmöglich, einen aussagekräftigen Qualitätsfaktor zu ermitteln. Auch hier hilft es also, die gefertigte Realität basierend auf Maschinendaten sauber zu erfassen.
Die Lösung:
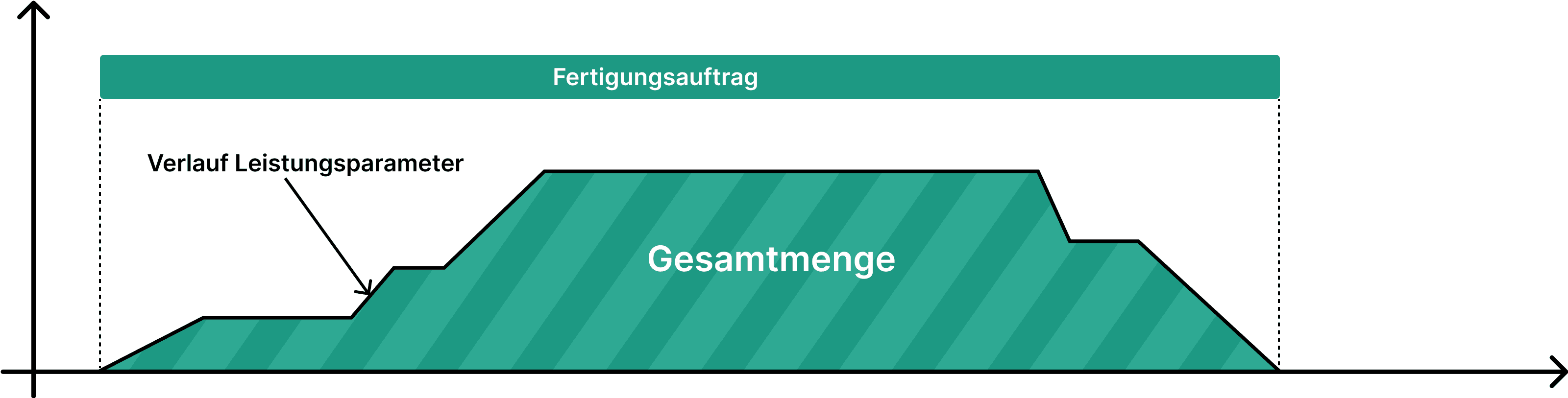
Eine konstante Leistungsüberwachung der Anlage mithilfe der Start- und Endzeitpunkte eines Auftrags gibt Auffschluss über diese gefertigte Realität: Wann wurde gefertigt, wie viel wurde gefertigt. Bildet man dann das Integral unter dieser Leistungskurve, erhält man akkurat den tatsächlichen Materialeinsatz.
Auch hier steht heute also eine inakkurate Datenerfassung einer sauberen Berechnung im Weg. Mit der korrekten, gesamt eingesetzten Rohmaterialmenge und den Ausschussbuchungen könnnen die Ausschussquote, der Qualitätsfaktor und die Qualitätsverluste sauber ermittelt werden.
Eine weitere Herausforderung besteht darin, wann ein mögliches Qualitätsproblem und damit Ausschuss bemerkt wird. Es gibt Ausschuss welcher erst nachgelagert bei der Qualitätskontrolle aufkommt, was wiederum bedeutet, dass Anpassungen der Auschusszahlen und anderer Metriken über den gesamten Lifecycle des Auftrags möglich sein müssen.
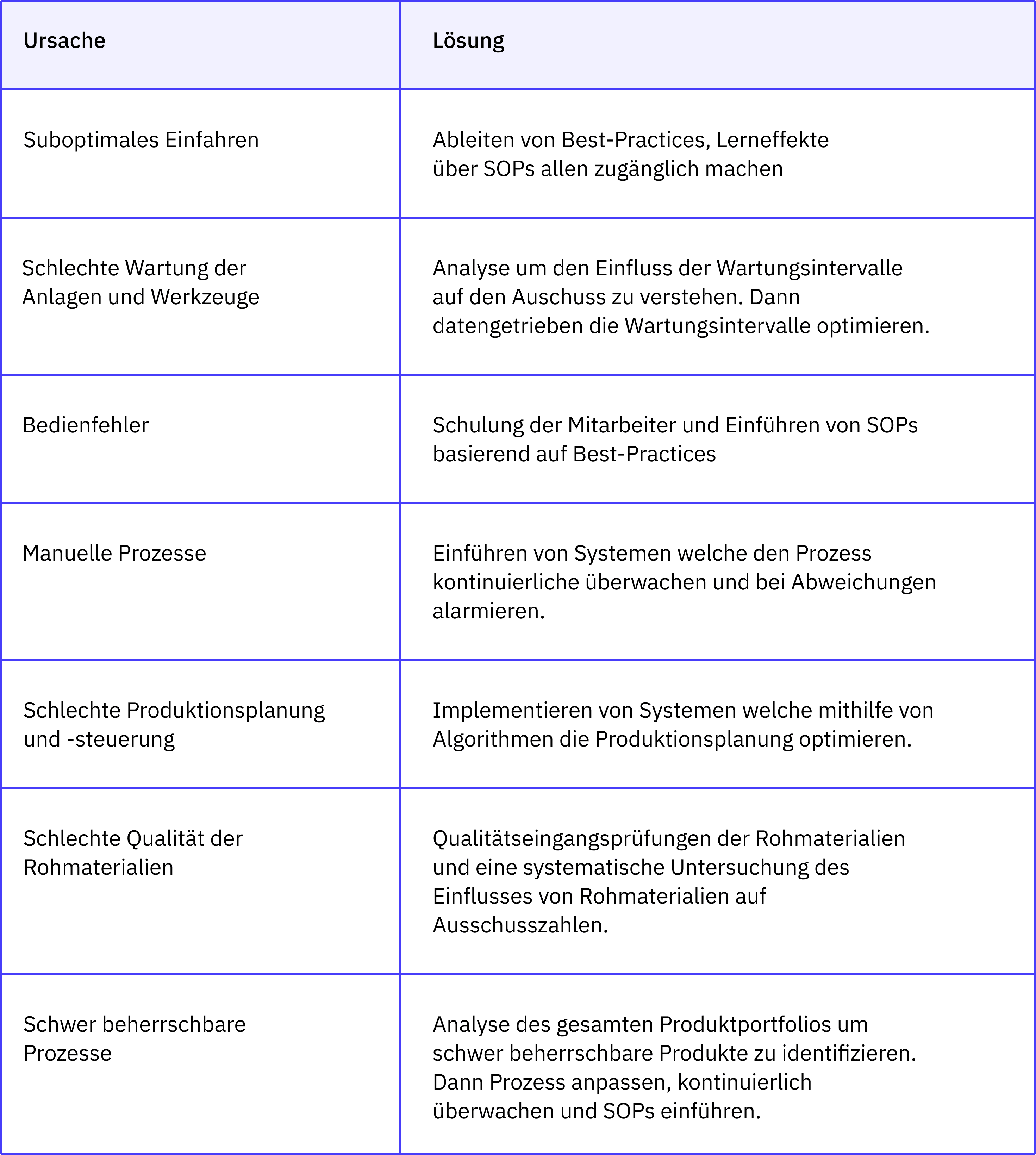
Was sind die Ursachen für Ausschuss?
Die gute Nachricht: Alle Ursachen lassen sich vergleichsweise einfach abstellen. Insbesondere mithilfe von Maschinendaten lassen sich Qualitätsverluste besser als jemals zuvor erfassen und vermeiden.
Suboptimales Einfahren bzw. Einrichten der Anlagen
Nach dem Rüsten benötigen viele Maschinen eine gewisse Zeit und Material, bis sie stabil laufen können. Dieser Ausschuss beim Start einer Fertigung ist zwar nie zu 100 % zu vermeiden, sie lässt sich jedoch deutlich reduzieren. Aufgrund von nicht idealen Anfahrszenarien dauert der Anfahrprozess oft länger als notwendig und produziert währenddessen unnötigen Anfahrausschuss. Eine gute Abschätzung über mögliches Optimierungspotenzial liefert eine Analyse über die Schwankungen der Anfahrzeiten und des Anfahrausschusses.
Lösung:
Durch Analysen können Best-Practices für die optimalen Parameter des Anfahrens abgeleitet werden. Über die Implementierung von Standard Operating Procedures (SOPs) haben alle Werker Zugriff auf diese Best-Practices und können sie anwenden. Das führt zu weniger starken Schwankungen der Einfahrzeiten und einer Reduktion des Anfahrausschusses.
Es ist äußerst wichtig, die Werker:innen hier mitzunehmen und Aufklärungsarbeit zu leisten. Hierfür müssen die folgenden Fragen mit dem Shopfloor Personal geklärt werden:
Warum werden die SOPs eingeführt?
Wie hat man diese SOPs abgeleitet?
Was erhofft man sich davon bzw.
Welche Ziele sollen mit den SOPs erreicht werden?
Bei allen diesen Fragen hilft eine gute Datengrundlage, um transparent die nötigen Informationen und die abgeleiteten Maßnahmen aufzuzeigen.
Schlechte Wartung der Anlagen und Werkzeuge
Die schlechte Wartung von Anlagen und Werkzeugen wirkt sich mehrfach auf die Ausschussquote aus. Schlechte Wartung führt zu suboptimalen Prozessabläufen, was den laufenden Ausschuss erhöht. Mögliche ungeplante Stillständen beim Bemerken dieser Fehler senken nicht nur die Verfügbarkeit (und damit den OEE), sondern führen auch wieder zu erhöhtem Anfahrausschuss beim Wiederanfahren der Anlage nach dem Stillstand.
Lösung:
Mithilfe von Daten und historischen Vergleichswerten lassen sich ideale Wartungsintervalle ableiten. Durch diesen Ansatz werden ungeplante Stillstände und damit Stillstandszeiten und Ausschuss reduziert. Grundlage dafür ist eine saubere Erfassung der Wartungstätigkeiten sowie der Stillstände und der daraus resultierenden Ausschussfertigung.
Bedienfehler
Bedienfehler führen häufig zu nicht idealen und schwankenden Prozessen. Sie begünstigen die Fertigung außerhalb der Toleranzen und Prozessdefekte wie Stippen und damit ultimativ Ausschuss, längere Anfahrzeiten und unnötige Not-Stopps.
Lösung:
Der größte Hebel liegt in einer kontinuierlichen Schulung der Mitarbeiter. Daten können hier helfen, die tatsächliche Größe des Problems aufzuzeigen und alle an Bord zu bekommen. Zudem gibt es auch hier wieder die Möglichkeit, mit SOPs zu arbeiten und diese kontinuierlich zu verbessern. Eine Möglichkeit bietet auch hier der Co-Pilot von ENLYZE, welcher auf schwankende und nicht-korrekte Prozessparameter hinweist.
Manuelle Prozesse
Manuelle Datenerfassung ermöglicht keine kontinuierliche Überwachung des Fertigungsprozesses. Das kann dazu führen, dass Abweichungen lange Zeit gar nicht auffallen und so unnötig viel Ausschuss produziert wird.
Lösung:
Durch eine kontinuierliche Liveüberwachung aller relevanter Prozessparameter statt manueller Stichproben werden Probleme schneller erkannt und Gegenmaßnahmen früher eingeleitet. Oftmals kann durch ein frühes Gegensteuern Ausschuss komplett verhindert werden.
Schlechte Produktionsplanung und -steuerung (PPS)
Eine gute Vorplanung im PPS hat einen erheblichen Einfluss auf den Anfahr-Ausschuss. Wenn das Produktionsprogramm gut geplant ist, kann ein Produktwechsel ohne große Ausschussfertigung vorgenommen werden. Falls die Produktion jedoch schlecht geplant ist, beispielsweise durch die falsche Abfolge der Farben unterschiedlicher Produkte, kann dies einen erheblichen Einfluss auf den Ausschuss durch Ausspülen haben.
Die Farbe ist allerdings nur einer von vielen relevanten Parametern, auf welchen geachtet werden muss. In der Realität müssen mehrere Dutzend Parameter in einer Optimierung betrachtet werden, um Fehler zu finden und die nötigen Stellhebel zu identifizieren.
Lösung:
Produktionsplanung ist ein hochkomplexes Optimierungsproblem mit vielen unterschiedlichen Eingangsgrößen. Heute wird oft noch manuell, meist dazu von einem Menschen ohne jegliche technische Unterstützung, die Produktionsplanung vorgenommen.
Doch wir als Menschen sind nicht dafür geeignet, solche hochdimensionalen Optimierungsprobleme zu lösen. Zumindest nicht so, wie moderne, statistische bzw. KI-basierte Algorithmen. Um diese anzuwenden und die KI-Modelle zu trainieren, fehlen heute allerdings die notwendigen Daten. Eine Maschinendatenerfassung kann hier die notwendigen Trainingsdaten aufzeichnen und der Produktionsplanung zur Verfügung stellen. Die KI kann daraufhin dieses Optimierungsproblem zu Gunsten eines geringeren Anfahr-Ausschusses lösen und damit eine optimierte Produktionsplanung vorschlagen.
Schlechte Qualität der Rohmaterialien
Die Qualität des genutzten Rohmaterials hat einen großen Einfluss auf den Fertigungsprozess. Eine schlechte Qualität der Rohmaterialien führt zu deutlich instabileren bzw. stärker schwankenden und damit schwerer beherrschbaren Prozessen.
Fehlerhaftes und minderwertiges Rohmaterial zählt dabei fast ausschließlich in den laufenden Ausschuss ein. Aufgrund schlechteren Rohmaterials nehmen aber auch die wartungsbedingten Stillstände durch erhöhten Verschleiß und Verschmutzung zu. Auch die Wahrscheinlichkeit eines prozessbedingten Stopps und damit der Ausschuss beim Anfahren ist nicht zu vernachlässigen.
Lösung:
Eine Korrelationsanalyse über genutztes Rohmaterial und Ausschuss kann zu interessanten Erkenntnissen sowohl bei neuen als auch alten Materialien führen. Ein Beispiel: Einer unserer Kunden kaufte das identische Rohmaterial von unterschiedlichen Herstellern. Der Betriebsleiter teilte uns in einem Gespräch mit:
“Das Rohmaterial von Hersteller X läuft gefühlt immer besser als die anderen."
Wir führten eine Korrelationsanalyse zwischen genutzem Rohmaterial, Fertigungsgeschwindigkeiten und Ausschuss durch, und siehe da: Die Vermutung des Betriebsleiters ließ sich eindeutig bestätigen.
Die Fertigungsgeschwindigkeiten waren höher
die Prozesse schwankten weniger
und der Ausschuss war geringer.
Schon vor ENLYZE hatte der Betriebsleiter versucht, vorzugsweise bei diesem Hersteller das Rohmaterial einzukaufen. Aufgrund des höheren Preises gab es immer Hindernisse bei der Freigabe. Mit den nun durchgeführten Analyse konnten objektiv die Vorteile aufgezeigt, eine ROI-Analyse durchgeführt und schließlich der hochwertige Lieferant bevorzugt werden.
Schwer beherrschbare Prozesse
Manche Fertigungsprozesse scheinen an sich schwer beherrschbar, beispielsweise durch starke Prozessschwankungen. Der Laufende und Anfahr-Ausschuss schießen hier gerne mal in die Höhe.
Lösung:
Eine Produkt-Portfolio-Analyse zeigt, welche Produkte überdurchschnittlich viel Ausschuss produzieren. Denn: Viel Ausschuss muss nicht immer schlecht sein. Einige Produkte lassen sich schwerer produzieren, hoher Ausschuss ist vorprogrammiert und auch in den Verkaufspreis einkalkuliert. Dann ist der Ausschuss aus finanzieller Sicht kein Problem.
Das Ziel der Produkt-Portfolio-Analyse ist es, die “problematischen Produkte” mit hohem Ausschuss aufzuzeigen. Fallen hier Produkte auf, die stabiler laufen sollten, müssen Verbesserungen vorgenommen werden.
Zusammenfassung
Ausschuss ist die teuerste Verlustgröße, daher haben selbst kleine Verbesserungen einen großen finanzielle Mehrwert. Um an der richtigen Stelle anzugreifen ist es auch beim Ausschuss wichtig, zunächst sauber den Status-Quo zu erfassen, um darauf aufbauend die größten Stellhebel zu identifizieren.
Um Ursachen für den Ausschuss sauber zu erfassen, sollte ein systematischer Katalog an Ausschussgründen und den beiden Kategorien Anfahrausschuss und Laufender Ausschuss aufgesetzt werden. Wenn die Ausschuss-Gründe korrekt angewandt werden, kann man mit dem vorgestellten Maßnahmenkatalog schnell Erfolge erzielen und diese über eine Verbesserung der Ausschussquoten aufzeigen.
Um Qualitätsverluste sauber zu erfassen, muss insbesondere die tatsächlich eingesetzte Materialmenge sauber erfasst werden. Hier scheitern häufig viele Unternehmen, da sie sich auf die geplanten Mengen verlassen. Eine saubere Erfassung ist nur über ein kontinuierliches Auslesen der Maschinenleistung möglich.
Gerne zeigen wir Ihnen in einer Demo, wie Sie Qualitätsverluste erfassen und einen Ausschusskatalog anlegen können.
In der kommenden Woche wirds strategischer. Wir sprechen darüber wie der OEE und die 6 Big Losses für die Ableitung der Digitalisierungsstrategie genutzt werden kann.
Werde zum OEE-Experte mit unserer OEE Reihe
Hier lernst Du, wie Du den OEE berechnest und langfristig verbesserst.

subscribe
Weiterlesen


