


|
|
|
Dieser Artikel beschäftigt sich mit Leistungsverlusten. Diese treten auf, wenn nicht mit der maximal erreichbaren Geschwindigkeit gefertigt wird.
Leistungsverluste haben zwei Ursachen: Zum einen extrem kurze Stillstände, die sogenannten Mikro-Stops, und zum anderen verringerte Produktionsgeschwindigkeit.
Mehr zum Thema OEE-Software und zur Berechnung des OEE erfahren Sie in den verlinkten Artikeln.
Erfassen von Mikro-Stopps
Wie schon im 3. Blogpost unserer Kampagne angesprochen, handelt es sich bei Mikro-Stopps um Stillstände der Anlage, welche in der Regel weniger als 30 Sekunden andauern. Diese Mikrostopps treten fast ausschließlich bei diskontinuierlichen Fertigungsprozessen wie Falten, Stanzen etc. auf.
Kontinuierliche und Semi-Kontinuierliche Prozesse (Blasfolienextrusion, Druck) sind zu träge, um solche kurzen Stillstandszeiten zu realisieren. Wenn die Anlage einmal steht, dann meist länger als 30 Sekunden.
Dort, wo diese kurzen Stillstände aber auftreten, ist eine manuelle Erfassung eigentlich nicht möglich. Mithilfe der automatischen Überwachung von ENLYZE ist aber auch die Erfassung von Mikro-Stopps kein Problem. Die Funktionsweise ist dabei identisch zur regulären Stillstandserfassung wie im Artikel zur Stillstandserfassung beschrieben.
Für die Mikro-Stopps sollte dann ebenfalls ein systematischer Stillstands-Katalog angelegt werden, sodass Analysen im Nachgang möglich sind.
Häufig sind Probleme auf fehlerhafte Maße der zugeführten Teile, Bedienfehler oder nicht optimierte Steuerungsprogramme zurückzuführen. Erkenntnisse über die tatsächliche Größe des Problems sowie die größten Hebel für Verbesserung liefert auch hier eine Pareto-Analyse, welche schnellen Aufschluss über die Top-Verlustgründe gibt.
Erfassen von verringerter Produktionsgeschwindigkeit
Um die Verluste aufgrund von verringerter Produktionsgeschwindigkeit, die übrigens dem Leistungsfaktor des OEE entsprechen, zu bestimmen, benötigt man zunächst die maximal erreichbare Produktionsgeschwindigkeit. Die tatsächlich erreichte Geschwindigkeit wird dann mit der maximal erreichbaren Geschwindigkeit ins Verhältnis gesetzt:

Die Herausforderung bei der Berechnung dieses Leistungsfaktors liegt in der Bestimmung der maximal erreichbaren Geschwindigkeit. Die maximale Geschwindigkeit ist dem Konzept der Ideal Cycle Time aus der diskontinuierlichen Fertigung gleichzusetzen.
Es gibt nun zwei Möglichkeiten, wie man die maximale Geschwindigkeit ermitteln kann.
Anlagenbasierte vs. Produktbasierte Berechnung
Der einfache, aber auch ungenauere Ansatz betrachtet dabei nur die Leistungskapazität der Anlage/Maschine. Hierbei wird vereinfacht angenommen, dass jedes Produkt gleich schnell auf der Anlage gefertigt werden kann und die maximale Fertigungsgeschwindigkeit gleich der maximale Geschwindigkeit der Anlage ist. Die maximale Leistung wird, bei dieser Betrachtung, somit rein durch die Maschine bestimmt. Jeder, der schonmal auf dem Shopfloor gearbeitet hat, sieht hier direkt den Fehler. Denn unterschiedliche Produkte können bzw. müssen mit zum Teil stark unterschiedlichen Geschwindigkeiten gefertigt werden, um den Produktionsprozess stabil zu halten und um die angestrebte Qualität zu erreichen.
Der andere Ansatz ist, die maximal Geschwindigkeit individuell für jedes Produkt zu ermitteln. Das ist aus unserer Sicht auch der deutlich bessere Ansatz. Denn, wie gerade aufgezeigt, können nicht alle Produkte gleich schnell auf der gleichen Anlage gefertigt werden.
Wir empfehlen daher, statt der maximalen Anlagenleistung die auf der Fertigungshistorie des Produkts basierende maximale Fertigungsgeschwindigkeit zu verwenden (Produktbasierte Berechnung). Hierbei wird für jeden Fertigungsauftrag des Produkts die maximale Geschwindigkeit ermittelt, welche stabil erreicht wurde. Man erhält dann folgendes Bild:
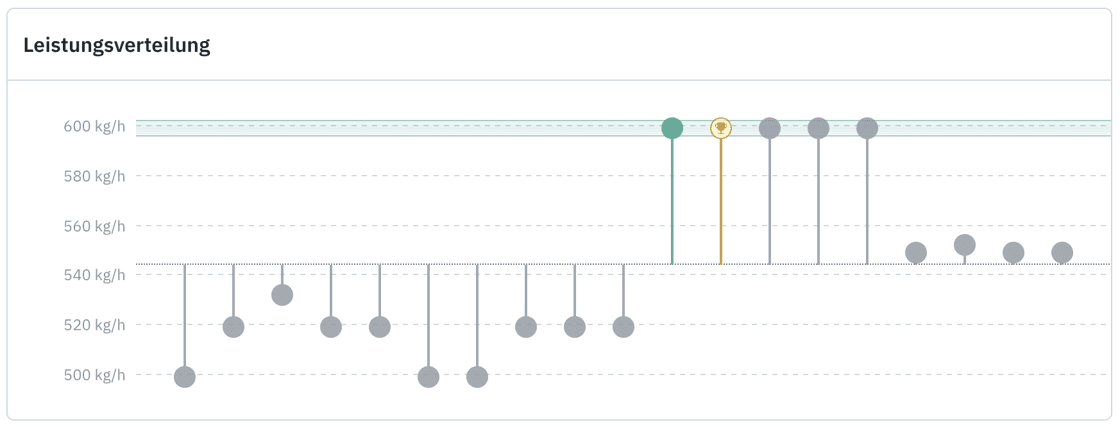
Jeder Punkt entspricht einem Auftrag des gleichen Produkts und repräsentiert die maximale Fertigungsgeschwindigkeit, welche stabil für diesen Auftrag erreicht wurde. Der Punkt mit dem größten Wert, also die global maximale Fertigungsgeschwindigkeit des Produkts, wird als Maximum Demonstrated Speed (MDS) bezeichnet und repräsentiert die maximale Fertigungsgeschwindigkeit für das jeweilige Produkt auf der Anlage.
Bei ENLYZE wird der MDS automatisch im Hintergrund basierend auf allen historischen Fertigungsaufträgen des Produkts auf der Anlage ermittelt. Wie das genau funktioniert, wird später erklärt.
Es gibt deutliche Unterschiede in der Präzision der beiden Verfahren. Diese führen dazu, dass man mit dem maschinenbasierten Ansatz zu falschen Erkenntnissen bei der Analyse kommt. Denn es werden Leistungsverluste ermittelt, welche real nicht existieren. Dieses Problem wird durch die folgende Darstellung klar:

Die Abbildung zeigt die Leistungsverluste (rot eingefärbte Flächen) einer anlagenbasierten, herkömmlichen Betrachtung (links) und einer produktbasierten Berechnung durch ENLYZE (rechts) auf. Die Unterschiede werden durch die unterschiedlich großen roten Flächen direkt offensichtlich.
Betrachten wir die beiden unterschiedlichen Ansätze im Detail.
Betrachtung aus Anlagenperspektive (linkes Bild)
Der Auftrag FA1 mit Produkt A wird mit 310kg/h, FA2 mit Produkt B mit 270kg/h gefertigt. Die theoretisch maximale Leistung wird durch die Anlage mit 350kg/h vorgegeben. Der Leistungsfaktor berechnet sich für FA1 zu 88,6% und für FA2 zu 77,1%.

Betrachtung aus Produktperspektive
Bei der Berechnung aus Produktperspektive wird die maximal mögliche Fertigungsgeschwindigkeit für jedes Produkt gesondert ermittelt, der sogenannte Maximum Demonstrated Speed (MDS). Dieser MDS wird dann ins Verhältnis zur tatsächlich realisierten Produktionsgeschwindigkeit gesetzt.

Für das oben aufgeführte Beispiel ergibt sich dann ein Leistungsfaktor für FA1 von 91,2% und für FA2 98,2%.
Der aus unserer Sicht richtige und genauere Ansatz ist die Berechnung basierend auf der Produktperspektive. Denn nicht jedes Produkt kann mit der maximalen Leistung der Anlage gefertigt werden. Die unterschiedlichen Fertigungsgeschwindigkeiten innerhalb eines Produktportfolios können enorm sein und sollten daher nicht über einen allgemeinen, anlagenbasierten Leistungsreferenzwert verglichen werden.
Das daraus resultierende Problem ist, dass man zu falschen Ergebnissen bei einer Potenzialanalyse gelangt. Bei der Betrachtung aus Anlagenperspektive wurde das größte Potenzial bei FA2 für Produkt B festgestellt. Nach einer Betrachtung auf Produktbasis kommt man jedoch zu einer anderen Erkenntnis. Das Potential bei FA1 und Produkt A ist deutlich höher.
Die Wahl der richtigen Perspektive ist daher enorm wichtig. Denn das Potenzial, welches aus Anlagensicht bei FA2 und Produkt B ermittelt wurde, liegt real nicht vor. Die realen Potenziale, und damit die, welche wirklich gehoben werden können, werden nur bei der Produktperspektive identifiziert.
Aber warum ist die Betrachtung aus Produktperspektive dann nicht so weit verbreitet?
Weil die Berechnung des Maximum Demonstrated Speed (MDS) eine gewisse Komplexität mit sich bringt und Maschinendaten, Auftragsdaten und Produktdaten miteinander verbunden werden müssen. Alleine das Zusammenführen der Daten ist für einen Großteil der heutigen OEE-Systeme nicht möglich.
In einem weiteren Schritt muss dann der MDS für jedes Produkt ermittelt, gespeichert und kontinuierlich angepasst werden. Die Komplexität für eine OEE-Applikation steigt weiter an. Viele Hersteller gehen diesen Weg daher heute leider nicht.
Zudem haben viele Software-Anbieter von OEE-Lösungen in der diskontinuierlichen Fertigung begonnen. Hier liegt fast immer die Ideal Cycle Time vor und somit ein produktbezogener Leistungs-Referenzwert. Über die Zeit haben diese Hersteller auch Kunden aus Branchen mit kontinuierlichen und semi-kontinuierlichen Fertigungsverfahren gewonnen. Es gab ein böses Erwachen, als hier plötzlich keine Referenzwerte vorhanden waren. So wurde nach einer einfachen und schnellen Lösung gesucht, und zwar die maximale Anlagenleistung zu nutzen.
Die Kombination dieser Umstände hat dazu geführt, dass es bis heute kaum gute OEE-Management-Lösungen für kontinuierliche und semi-kontinuierliche Fertigung gibt.
Wie wird der Maximum Demonstrated Speed (MDS) ermittelt?
Für die Ermittlung des Maximum Demonstrated Speed (MDS) haben wir einen Algorithmus entwickelt, welcher für jeden Auftrag den Zeitraum der maximalen Fertigungsgeschwindigkeit findet, in welchem der Fertigungsprozess stabil abgelaufen ist.
Zur Erinnerung: Als Ergebnis erhält man eine Übersicht aller Aufträge und ihrer maximal erreichten Fertigungsgeschwindigkeiten. Der Punkt mit der höchsten Leistung bzw. Produktionsgeschwindigkeit entspricht dann dem MDS des jeweiligen Produkts:
Dieser MDS wird bei ENLYZE automatisch anhand von der Geschwindigkeit aus den Maschinendaten ermittelt. Er kann sich auch jederzeit anpassen, nämlich genau dann, wenn das Produkt mit einer neuen Höchstgeschwindigkeit gefertigt wird. Wenn das passiert, werden im Hintergrund alle Kennzahlen automatisch angepasst. So haben Sie immer alle Daten und Fakten auf dem neuesten Stand.
Wenn man sich das dargestellte Beispiel anschaut, ist es erstaunlich, wie stark die Leistung für das gleiche Produkt auf der gleichen Anlage schwankt. Es gibt eine Streubreite von ~100kg/h.
Die Hauptursache für die große Streubreite der Produktionsgeschwindigkeit ist die Verwendung von unterschiedlichen Maschineneinstellungen für das gleiche Produkt, auf der gleichen Anlage. Auch äußere Einflussfaktoren wie die Hallentemperatur, Luftfeuchtigkeit, Rohmaterial etc. haben einen Einfluss. Doch es zeigt sich, dass mit gleichbleibenden Maschineneinstellungen gleiche Fertigungsgeschwindigkeiten reproduziert werden und Schwankungen äußerer Einflussfaktoren nur zu minimalen Änderungen der Fertigungsgeschwindigkeiten führen.
Was ist die Lösung für stark schwankende Produktionsgeschwindigkeiten?
Wie oben aufgeführt ist der Großteil der Leistungsschwankungen auf unterschiedliche Maschineneinstellungen zurückzuführen. Die Zielstellung ist somit klar: Die Maschine/Anlage soll von allen Werkern gleich eingestellt werden und zudem so, dass das Produkt mit maximaler Fertigungsgeschwindigkeit in einem stabilen Prozess und ohne Qualitätseinbußen gefertigt wird. Und genau das haben wir mit unserem Co-Piloten umgesetzt.
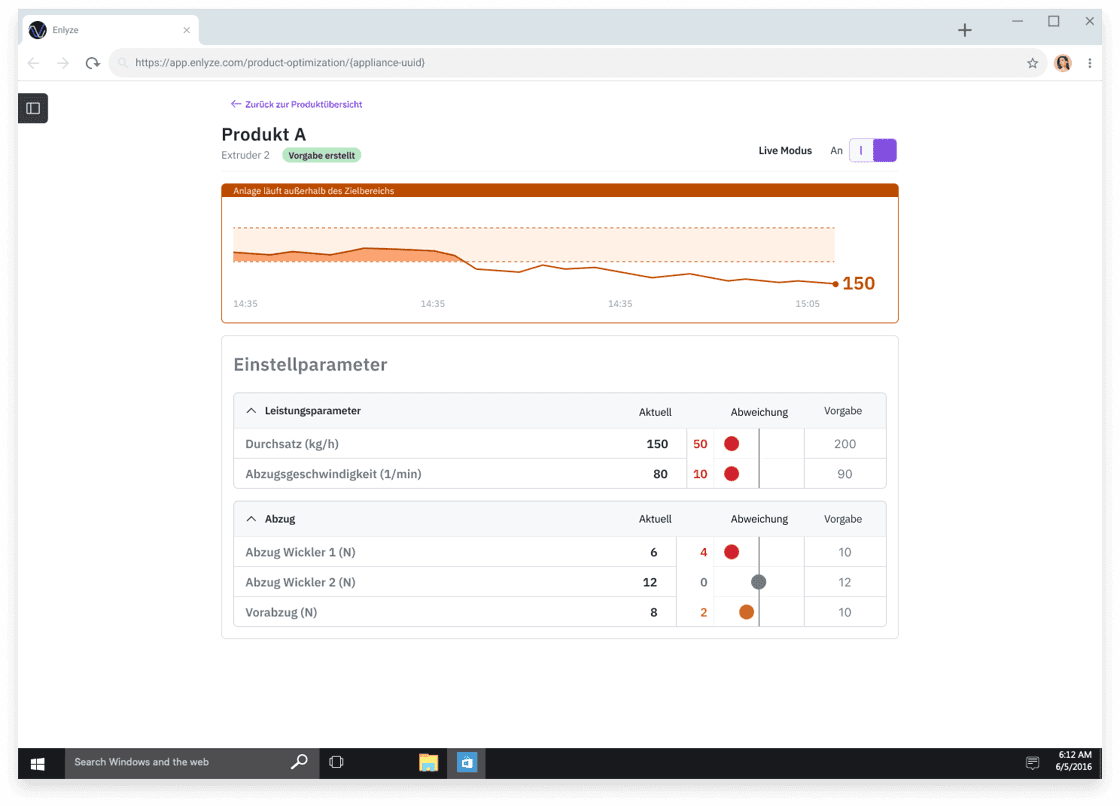
Der Co-Pilot funktioniert dabei wie ein Einstelldatenblatt. Nur dass es digital, live und selbstoptimierend ist.
Der Werker bekommt für jedes Produkt die idealen Maschineneinstellungen angezeigt. Diese Vorgabe-Werte werden live mit den anliegenden Ist-Werten der Maschine abgeglichen, sodass starke Abweichungen im Parameterraum direkt ersichtlich werden. Der Werker wird informiert und kann direkt gegensteuern.
Die Einstellparameter können dabei individuell für jede Anlage angelegt und kontinuierlich angepasst werden. Auch können für jeden Parameter spezifische Toleranzen hinterlegt werden. Manche Parameter müssen in einem extrem engen Korridor gehalten werden, andere dürfen stärker schwanken.
Der Co-Pilot führt dazu, dass die Produkte über verschiedene Werker hinweg konstant und gleichbleibend gefertigt werden, Leistungsvorgaben akkurat kommuniziert werden, Prozessschwankungen direkt erkannt werden und prozessbedingte Aussschussfertigung minimiert wird.
Zusammenfassung
In diesem Artikel haben Sie Ihr Wissen über die Leistungsverluste ausgebaut und gelernt,
dass Variationen in der Maschineneinstellung der Hauptfaktor für schwankende Produktionsgeschwindigkeiten ist.
dass reale Optimierungspotenziale nur über eine Leistungsanalyse auf Produktbasis und mit dem Konzept des Maximum Demonstrated Speed (MDS) möglich sind
Sie wollen erfahren, wie stark die Fertigungsgeschwindigkeiten Ihrer Produkte schwanken und den Co-Piloten testen?
Werde zum OEE-Experte mit unserer OEE Reihe
Hier lernst Du, wie Du den OEE berechnest und langfristig verbesserst.

subscribe
Weiterlesen


