


|
|
|
Ausfallzeiten bzw. Maschinenstillstände sind oft der größte Feind von effiziente Produktionsabläufe. Um die Auswirkungen davon auf die Produktivität und den OEE-Wert (Gesamt-Anlagen Effektivität auf deutsch) besser zu verstehen, um die passenden Maßnahmen zur Reduzierung von Ausfallzeiten zu ergreifen, sollten Stillstände in unterschiedliche Kategorien unterteilt werden. So lässt sich eine nachhaltige Steigerung der Produktivität auf dem Shopfloor umsetzen.
Wir beleuchten heute die unterschiedlichen Stillstandskategorien, die sich bewährt haben, und zeigen auf, worauf man achten muss, um Stillstände auf dem Shopfloor unter Kontrolle zu bekommen.
Welche Stillstandskategorien gibt es und worin unterscheiden sich diese?
Stillstände lassen sich in die folgenden drei Kategorien unterteilen:
Keine Produktion geplant
Geplante Stillstände
Ungeplante Stillstände
Im Folgenden gehen wir näher auf diese einzelnen Kategorien ein und klären, wie Stillstände diesen einzelnen Kategorien zugeordnet werden können.

Keine Produktion geplant
Die Kategorie “Keine Produktion geplant” betrachtet die Zeiträume, in welcher die Anlage nicht für die Produktion eingeplant wurde. Die Anlage steht zwar, aber aus Sicht der Produktion stellt dies kein Problem dar. Diese Unterscheidung ist wichtig, da aufgrund dessen Stillstände der Kategorie “Keine Produktion geplant” keinen negativen Effekt auf den OEE haben.
Typische Gründe für diese Art Stillstände sind:
Schichtmodell - Oft existiert keine Nachtschicht oder über das Wochenende wird keine Produktion geplant.
Betriebsferien - Einige Unternehmen haben Betriebsferien, in welcher der Betrieb vollständig eingestellt wird.
Auftragsmangel - Abschalten von einigen Anlagen aufgrund geringer Auftragslage.
Stillstände der Kategorie “Keine Produktion geplant” führen zu keiner Verringerung der Verfügbarkeit, sind nicht Teil der “6 Big Losses” und führen somit auch nicht zu einer Verringerung des OEE.
Der Grund hierfür ist, dass der OEE eine Metrik für die Produktion darstellt und dementsprechend auch durch die Produktion beeinflussbar sein sollte. Die Zeit in welche “Keine Produktion geplant” ist, wird aber hauptsächlich durch die Produktionsplanung und der Auftragslage bestimmt. Das Produktionsteam selbst hat somit keinen Einfluss auf diese Verluste, deshalb werden diese auch nicht in der OEE-Metrik betrachtet.
Falls Sie mit dem Konzept OEE und 6 Big Losses noch nicht vertraut sind, dann schauen Sie sich gerne die verlinkten Beiträge an.
Das folgende Schaubild macht die Rolle der Produktionszeit und nicht für Produktion geplanten Zeit in Bezug zum OEE nochmal deutlicher:
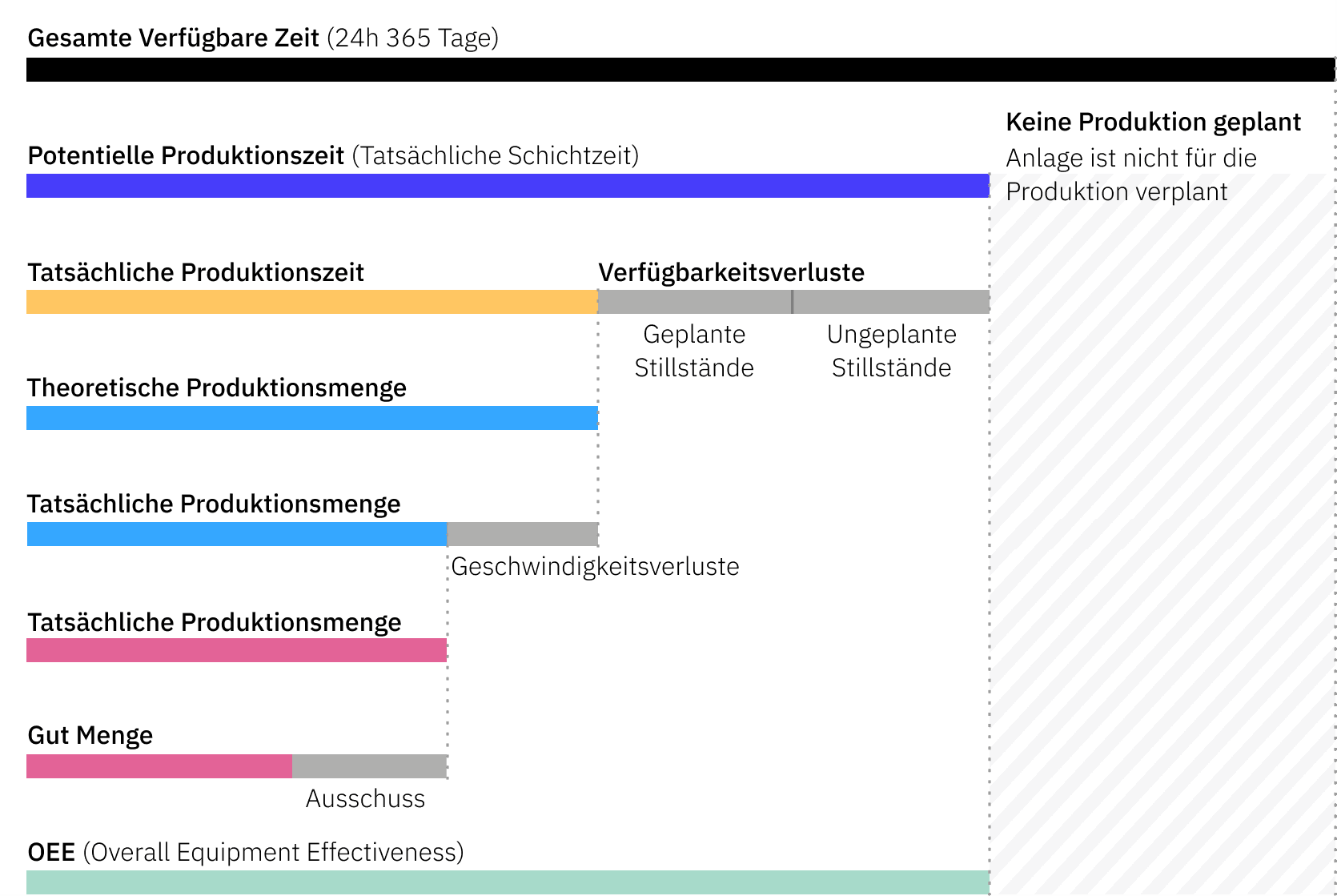
Die grau schraffierte Fläche (ganz rechts) entspricht dem Zeitraum, in welchem die Anlage steht, da keine Produktion geplant war. Also dem Zeitraum der Kategorie “Keine Produktion geplant”.
Für die Bestimmung des OEE (grüner Balken ganz unten) sowie der Verfügbarkeit (gelber Balken) wird aber nur die tatsächliche Schichtzeit betrachtet. Der Zeitraum “Keine Produktion geplant” wird nicht betrachtet.
Geplante Stillstände
Geplante Stillstände sind in der Produktionsplanung berücksichtig bzw. sind für einen expliziten Zeitpunkt einkalkuliert. In diesem Zeitraum wird die Anlage absichtlich angehalten. Das Rüsten einer Anlage ist beispielsweise ein typischer geplanter Stillstand. Eine einfache Merkregel: Kommt der Stillstand für niemanden überraschend, dann handelt es sich um einen geplanten Stillstand.
Typische geplante Stillstände sind also:
Geplante Wartung und Inspektionen: Produktionsanlagen müssen regelmäßig gewartet werden. Dazu gehören Reinigung, Wartung, Kalibrierung und Austausch von Teilen. Falls diese Wartung vorab geplant werden und idealerweise im Produktionsplan hinterlegt sind, handelt es sich um einen geplanten Stillstand.
Umstellungen und Rüstzeiten: Wenn die Produktion von einem Produkt auf ein anderes umgestellt wird, müssen die Anlagen oftmals neu konfiguriert werden. Dazu gehören der Austausch von Werkzeugen, das Zurücksetzen von Parametern oder die Änderung der physischen Einrichtung.
Pausen und Schichtwechsel: Bei Pausenzeiten kommt es darauf an, wie diese verplant sind. Ist es vorgesehen, dass die Anlage während der Pause bzw. einem Schichtwechsel durchgefahren werden soll, dann sollten diese Zeiten als Geplante Stillstände hinterlegt werden und es kommt zu einem Verfügbarkeits- und damit OEE-Verlust. Falls der Zeitraum der Pause explizit als Stillstand verplant ist, dann sollten diese Stillstände der Kategorie Keine Produktion geplant zugeordnet werden. Wir empfehlen diese Zeiten als Geplante Stillstände zu hinterlegen um so einen Anreiz zum “Durchfahren” zu setzen.
Geplante Stillstände führen zu Produktivitätsverlusten, lassen sich aber niemals vollständig reduzieren. Vielmehr geht es darum, geplante Stillstände strategisch zu planen und zu gewährleisten, dass sie einen minimalen Einfluss auf die Gesamtproduktivität des Standorts haben.
Praxistipps für den Umgang mit Geplanten Stillständen
Einige Punkte, auf die zu achten ist um die Auswirkungen von geplanten Stillständen zu minimieren:
Minimieren von Effekten auf vor- und nachgelagerte Prozesse:
Es sollte darauf geachtet werden, dass ein geplanter Stillstand keine bzw. minimale Auswirkungen auf andere Prozesse hat. Die vor- bzw. nachgelagerten Prozesse sollten ohne Einbußen weiter arbeiten, d.h. die Puffer aus vorgelagerten Schritten sollten nie überlaufen bzw. die nachgelagerten Prozesse immer mit genug Material versorgt werden, damit sie nicht “verhungern”.
Abstimmen der Stillstände über den gesamten Anlagenpark
Stillständen sollten über alle Anlagen abgestimmt und verteilt werden und damit eine Optimierung des gesamten Standort erreicht werden. Dazu zählt beispielsweise das legen von geplanten Wartungsarbeiten in Zeiträume außerhalb der Spitzenzeiten.
Investitionsrechnungen in Anpassungen von Maschinen für schnellere Umrüstzeiten
Eine saubere Datenerfassung der Stillstände bietet eine ideale Datengrundlage um valide Szenarien durchzurechnen und Neuinvestitionen in die Anlage mit einer akkuraten ROI Berechnung zu validieren.
Ungeplante Stillstände
Ungeplante Stillstände sind der Schrecken eines effizienten Betriebs. Diese Stillstände treten unerwartet auf und können katastrophale Folgen für die Produktionsplanung haben. Außerdem haben ungeplante Stillstände enorme Auswirkungen auf vor- und nachgelagerte Prozesse. weshalb die Kosten für den Shopfloor enorm sein können.
Typische ungeplante Stillstände sind:
Technischer Defekt: Ein plötzlicher technischer Ausfall oder eine Fehlfunktion von Maschinen bringt die Produktion unerwartet zum Stillstand und erfordert eine ungeplante Reparatur.
Prozessdefekte: Es kann zu Problemen bei Prozessen kommen, welche ein Abschalten und Reinigen der Anlage nach sich ziehen.
Ressourcen-Engpässe: Eine unzureichende Versorgung mit Rohstoffen, Verzögerungen bei der Materiallieferung oder Personalmangel können die Produktion zum Stillstand bringen.
Weiter unerwartete Ereignisse, welche keiner klaren Gruppe zugeordnet werden können, wie Stromausfall, menschliches Versagen, Not-Aus, Bedienfehler etc.
Das Problem bei Ungeplanten Stillständen ist, dass diese spontan auftreten und den ganzen Shopfloor durcheinander bringen können. Ungeplante Stillstände führen zu erhöhtem Ausschuss durch unnötiges, erneutes Einfahren, zu höheren Wahrscheinlichkeiten eines Betriebsunfalls aufgrund von Hektik und einem Anstieg der Lohnkosten aufgrund von Überstunden, welche für das Aufholen des Produktionsplans benötigt werden.
Um Ungeplante Stillstände vorzubeugen und zu reduzieren, kann eine akkurate Überwachung von Stillständen in Kombination mit den geeigneten Analyse-Tools wahre Wunder bewirken.
Unterschiede zwischen Stillständen der Kategorie Geplante Stillstände und Keine Produktion geplant?
In der Praxis kommt es oft zu Schwierigkeiten bei der Entscheidung, ob ein Stillstandsgrund der Kategorie “Geplante Stillstände” oder der Kategorie “Keine Produktion geplant” zuzuordnen ist.
Die OEE-Theorie besagt: Stillstände, welche nicht durch die Produktion beeinflusst werden können, sollten nicht zu Verfügbarkeitsverlusten im Sinne des OEE gewertet werden. D.h. z.B., dass langwierige Wartungsstillstände und größere Anlagenrevisionen ("Turnarounds") nicht als “Geplanter Stillstand”, sondern als “Keine Produktion geplant” gewertet werden sollten und damit NICHT negativ den OEE beeinflussen. Gleiches gilt bei Abschaltungen von Anlagen und Anpassungen von Schichten aufgrund von mangelnder Nachfrage (Auftragsmangel) bzw. saisonaler Gegebenheiten.
Es ist somit darauf zu achten, dass in der Kategorie “Geplante Stillstände” nur Gründe hinterlegt sind, welche von der Produktion beeinflusst werden können. Das soll aber nicht heißen, dass alle unvermeidliche Stillstände der Kategorie “Nicht Verplanter Zeit” zugeordnet werden sollten.
Ein Beispiel hilft, das Konzept zu verdeutlichen:
Stillstände aufgrund von Rüsten und Umstellung von einem Produkt auf ein anderes sind unvermeidlich. Daher kommt es häufiger vor, dass diese als nicht durch die Produktion beeinflussbar angesehen werden und damit nicht als geplante Stillstände, sondern als “Keine Produktion geplant” definiert werden.
Was aber, wenn die Zeiten für Umstellung schwanken? Manchmal werden 20 Minuten benötigt, manchmal 30 und manchmal 40 Minuten? Die Schwankungen dieser Zeiten sollte im OEE erfasst werden, da diese zum Großteil von den Produktionsmitarbeiter:innen beeinflusst werden können.
Oft kommt es dann zur Diskussion, da dadurch die OEE Kennzahl deutlich schlechter wird, als erwartet. Wichtig ist, den OEE nicht als absolute Zahl zu sehen. Wichtiger ist, durch das Aufsetzen des OEE eine Vergleichbarkeit der Entwicklung von Produktivität und Effektivität zu schaffen. Ziele und Erfolge sollten basierend auf der Veränderung des OEE über die Zeit definiert und gefeiert werden.
Es sollte also nie Zielvorgaben sein: “Wir wollen einen OEE von 90% erreichen!”, sondern vielmehr “Wir wollen den OEE in den kommenden 12 Monaten um 10% steigern!”
Warum Stillstände in unterschiedliche Kategorien unterteilen?
Nachdem wir nun die unterschiedlichen Stillstandskategorien beleuchtet haben, kommen wir zu den Vorteilen der Nutzung von Stillstandskategorien.
Grund 1: Stillstände der Kategorie “Keine Produktion geplant” haben keinen Einfluss auf den Verfügbarkeitsfaktor des OEE.
Wie oben ausgeführt, sollten Stillstände der Kategorie “Keine Produktion geplant” zu keiner Verringerung des Verfügbarkeitsfaktors und damit auch nicht des OEE führen. Ohne das Einführen der Kategorie “Keine Produktion geplant” ist eine Unterscheidung nicht möglich und alle Stillstände würden zu einer Verringerung des OEE führen.
Grund 2: Schnelles Filtern während späterer Analyse
Die grobe Unterteilung in Kategorien hilft, bei der Analyse schnell relevanten Fehlerbereich einzuschränken, Cluster zu erkennen und Daten zu filtern, um sich so schnell eine Übersicht zu verschaffen.
Grund 3: Struktur für den Stillstandskatalog
Die Kategorien helfen dabei, beim Auftreten von Stillständen schnell den richtigen Grund aus dem Stillstandskatalog zu finden. Die Herausforderung bei einem Stillstandskatalog liegt zum einen darin, Stillstandsgründe so granular zu hinterlegen, dass sinnvolle Ursachenanalysen durchgeführt werden können. Dennoch dürfen nicht so viele Gründe hinterlegt werden, dass das Auffinden und Auswählen des passenden Grunds einen zu hohen Aufwand nach sich zieht.
Falls Sie weitere Fragen zum Thema Stillstandserfassung und Stillstandsmanagement haben, dann nehmen Sie jederzeit Kontakt mit uns auf oder buchen Sie eine Demo. Hier können Sie sich von einem unserer Experten zu Ihren konkreten Herausforderungen beraten lassen.
Werde zum OEE-Experte mit unserer OEE Reihe
Hier lernst Du, wie Du den OEE berechnest und langfristig verbesserst.

subscribe
Weiterlesen


